
主管单位:中国科学技术协会
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
兵工学报 ›› 2023, Vol. 44 ›› Issue (8): 2368-2380.doi: 10.12382/bgxb.2022.0318
王明环1,2,*( ), 吕明1, 何凯磊1, 郑劲松1, 许雪峰1,2
), 吕明1, 何凯磊1, 郑劲松1, 许雪峰1,2
收稿日期:2022-04-28
上线日期:2023-08-30
通讯作者:
基金资助:
WANG Minghuan1,2,*(), LÜ Ming1, HE Kailei1, ZHENG Jinsong1, XU Xuefeng1,2
Received:2022-04-28
Online:2023-08-30
摘要:
为探究超声辅助微细电解加工(UAEMM)间隙电解液内产生的空化微射流对材料蚀除的影响,建立微射流冲击工件表面流固耦合模型,通过数值仿真研究高速微射流冲击下工件表面微观塑性形变规律以及微变形对电场分布的影响规律,并进行了超声空化实验验证。研究结果表明:微射流冲击工件表面产生若干深度约0.12μm、凸起约0.04μm的空蚀坑;在外加电场下,空蚀坑凸起处的电流密度和蚀除深度较原始工件表面处提高1.2倍;进一步的凹坑成形加工实验结果表明,在超声振幅10μm、加工时间5s、加工间隙50μm工况下,与微细电解加工相比,UAEMM凹坑蚀除深度从20μm提高到100μm,同时成形凹坑底部粗糙度Ra从290nm降低到40nm;超声能场下间隙大量空化微射流促进了微细电解加工效率、加工后工件表面质量。
中图分类号:
王明环, 吕明, 何凯磊, 郑劲松, 许雪峰. 超声辅助微细电解加工间隙空化微射流对材料蚀除的影响[J]. 兵工学报, 2023, 44(8): 2368-2380.
WANG Minghuan, LÜ Ming, HE Kailei, ZHENG Jinsong, XU Xuefeng. Effect of Cavitation Micro-jet in Interelectrode Gap on Material Erosion in Ultrasonic Assisted Electrochemical Micromachining[J]. Acta Armamentarii, 2023, 44(8): 2368-2380.
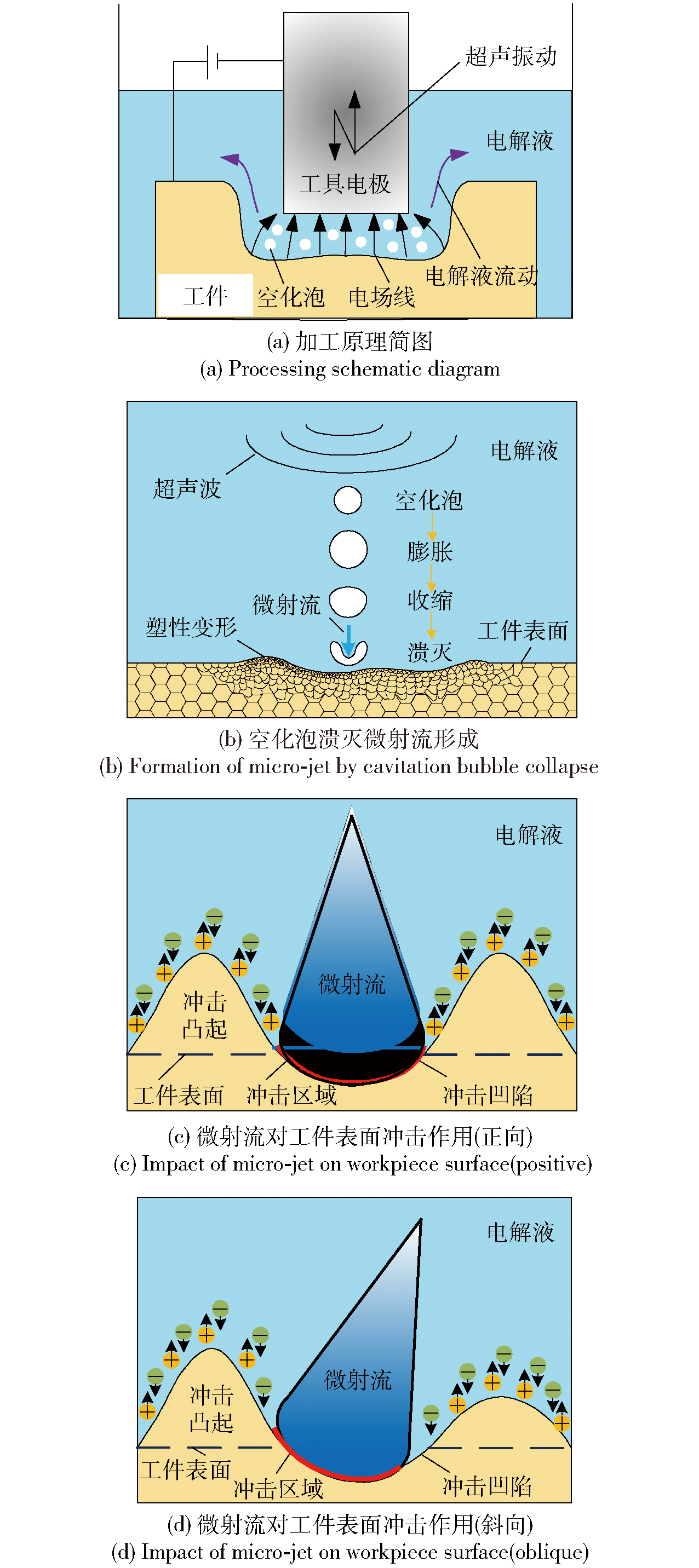
图1 UAEMM原理图
Fig.1 Schematic diagram of UAEMM
| 加工参数 | 数值 |
|---|---|
| 电解液中声速/(m·s-1) | 1450 |
| 电解液的密度/(kg·m-3) | 1067 |
| 泡内蒸气压强/Pa | 2330 |
| 声压幅值/MPa | 0.9 |
| 电解液压强/MPa | 0.1 |
表1 间隙空化微射流参数值
Table 1 Parameters of cavitation micro-jet
| 加工参数 | 数值 |
|---|---|
| 电解液中声速/(m·s-1) | 1450 |
| 电解液的密度/(kg·m-3) | 1067 |
| 泡内蒸气压强/Pa | 2330 |
| 声压幅值/MPa | 0.9 |
| 电解液压强/MPa | 0.1 |
| 材料 | 伸长 率/% | 泊松 比 | 杨氏模 量/MPa | 黏度/ (MPa·s) | 声速/ (m·s-1) | 密度/ (kg·m-3) |
|---|---|---|---|---|---|---|
| 6061 铝合金 | 20 | 0.33 | 74500 | 6320 | 2750 | |
| 电解液 | 1×10-9 | 1450 | 1067 |
表2 材料特性参数
Table 2 Material characteristic parameters
| 材料 | 伸长 率/% | 泊松 比 | 杨氏模 量/MPa | 黏度/ (MPa·s) | 声速/ (m·s-1) | 密度/ (kg·m-3) |
|---|---|---|---|---|---|---|
| 6061 铝合金 | 20 | 0.33 | 74500 | 6320 | 2750 | |
| 电解液 | 1×10-9 | 1450 | 1067 |
| σs/MPa | γ/MPa | n | S | m | T0/K | Tm/K |
|---|---|---|---|---|---|---|
| 104.08 | 83.53 | 0.36 | 0.041 | 2.387 | 293 | 925 |
表3 6061铝合金的Johnson-Cook本构参数[27]
Table 3 Johnson-Cookconstitutive parameters of Al 6061[27]
| σs/MPa | γ/MPa | n | S | m | T0/K | Tm/K |
|---|---|---|---|---|---|---|
| 104.08 | 83.53 | 0.36 | 0.041 | 2.387 | 293 | 925 |
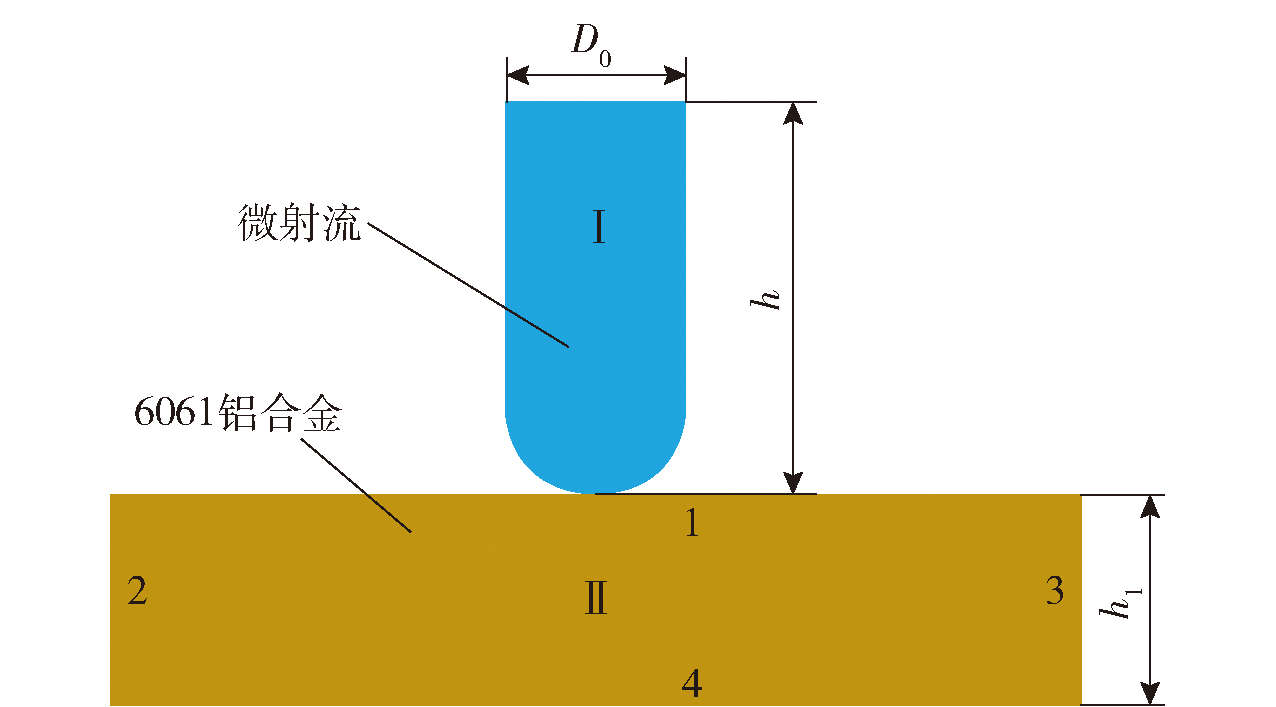
图2 微射流冲击几何模型
Fig.2 Geometric model of micro-jet

图3 网格划分
Fig.3 Mesh generation

图4 不同时刻微射流冲击图
Fig.4 Impact of micro-jet at different moments
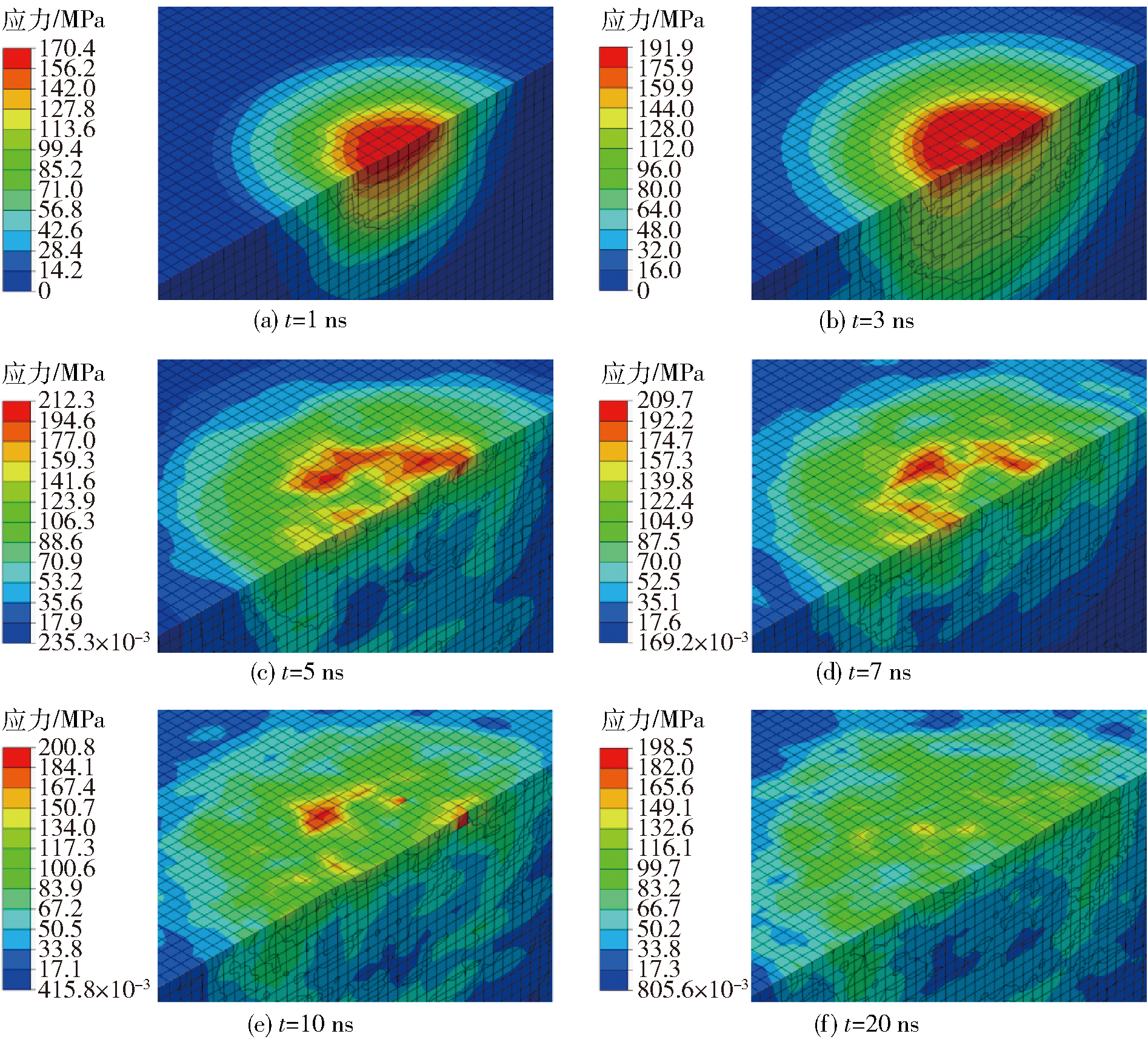
图5 不同时刻工件表面等效应力分布云图
Fig.5 Equivalent stress distributions of workpiece surface at different moments

图6 不同时刻下工件表面形变云图
Fig.6 Deformation of workpiece surface at different moments
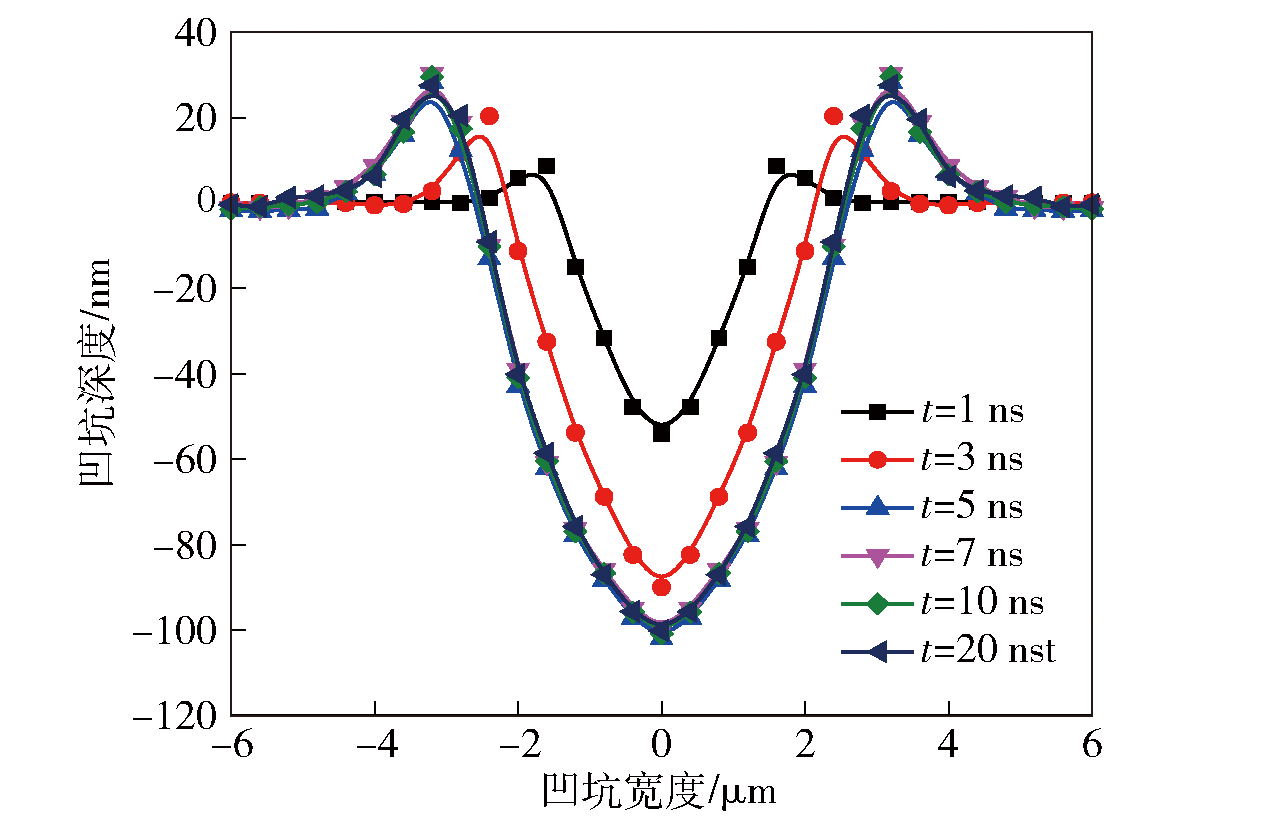
图7 不同时刻下凹坑的截面曲线
Fig.7 Cross-section curves of pits at different moments

图8 不同微射流直径冲击下工件壁面云图
Fig.8 Deformation of workpiece surface at different micro-jet diameters
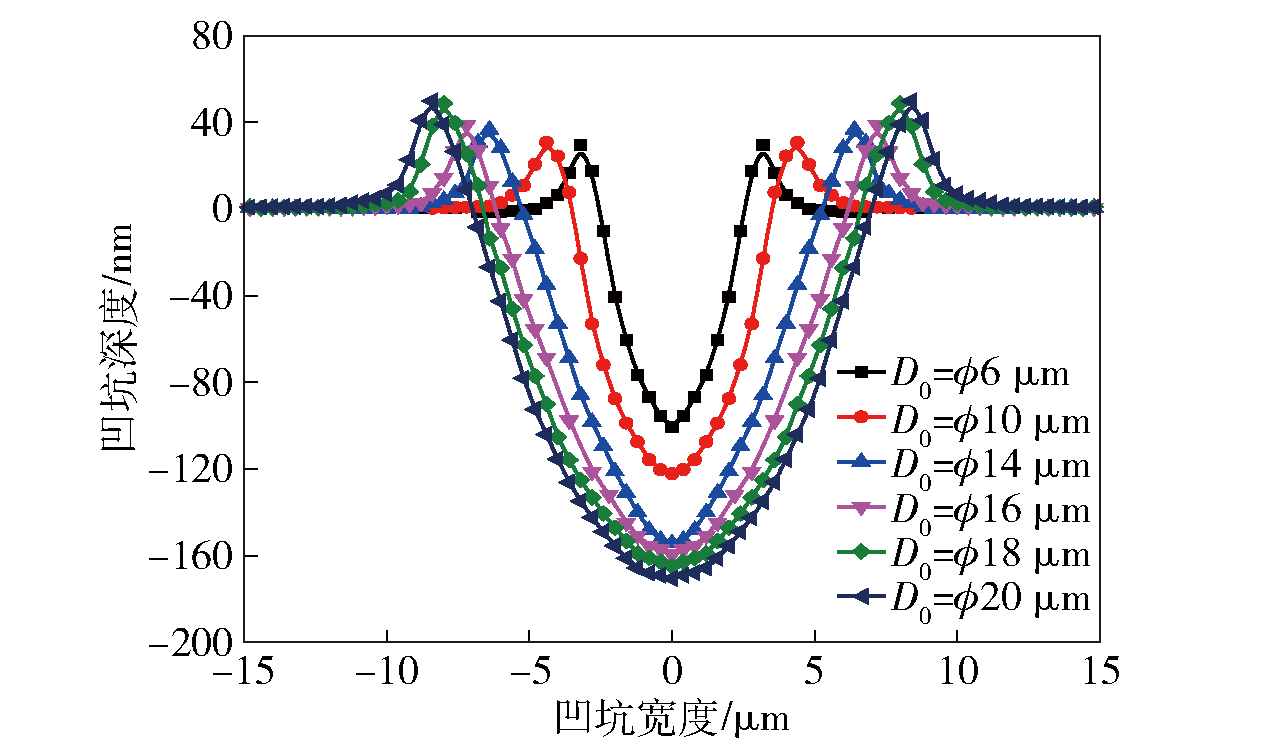
图9 不同微射流直径下的凹坑截面曲线
Fig.9 Cross-section curves of pits at differentmicro-jet diameters
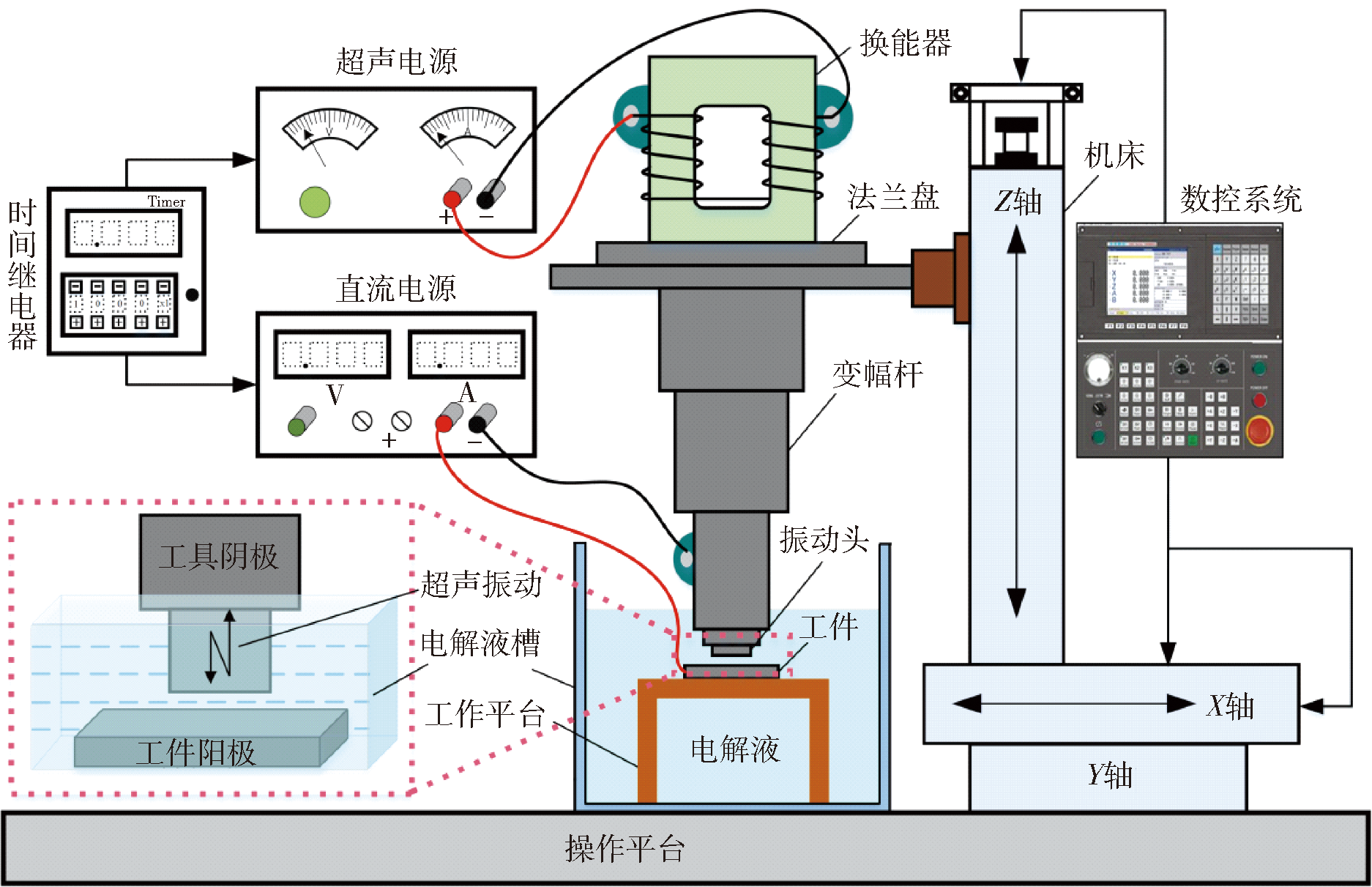
图10 UAEMM实验装置示意图
Fig.10 Experimental setup for UAEMM
| 工艺参数 | 数值 |
|---|---|
| 电解液配比(NaNO3∶H2O) | 1∶9 |
| 加工电压/V | 10 |
| 加工间隙/μm | 40,50,60,70 |
| 超声频率/kHz | 28 |
| 超声振幅/μm | 1,4,7,10 |
| 加工时间/s | 5 |
表4 超声电解加工实验参数
Table 4 Experimental parameters for UAEMM
| 工艺参数 | 数值 |
|---|---|
| 电解液配比(NaNO3∶H2O) | 1∶9 |
| 加工电压/V | 10 |
| 加工间隙/μm | 40,50,60,70 |
| 超声频率/kHz | 28 |
| 超声振幅/μm | 1,4,7,10 |
| 加工时间/s | 5 |

图11 超声作用0.1s前后工件表面形貌
Fig.11 Morphology of workpiece surface before and after 0.1s ultrasonic treatment
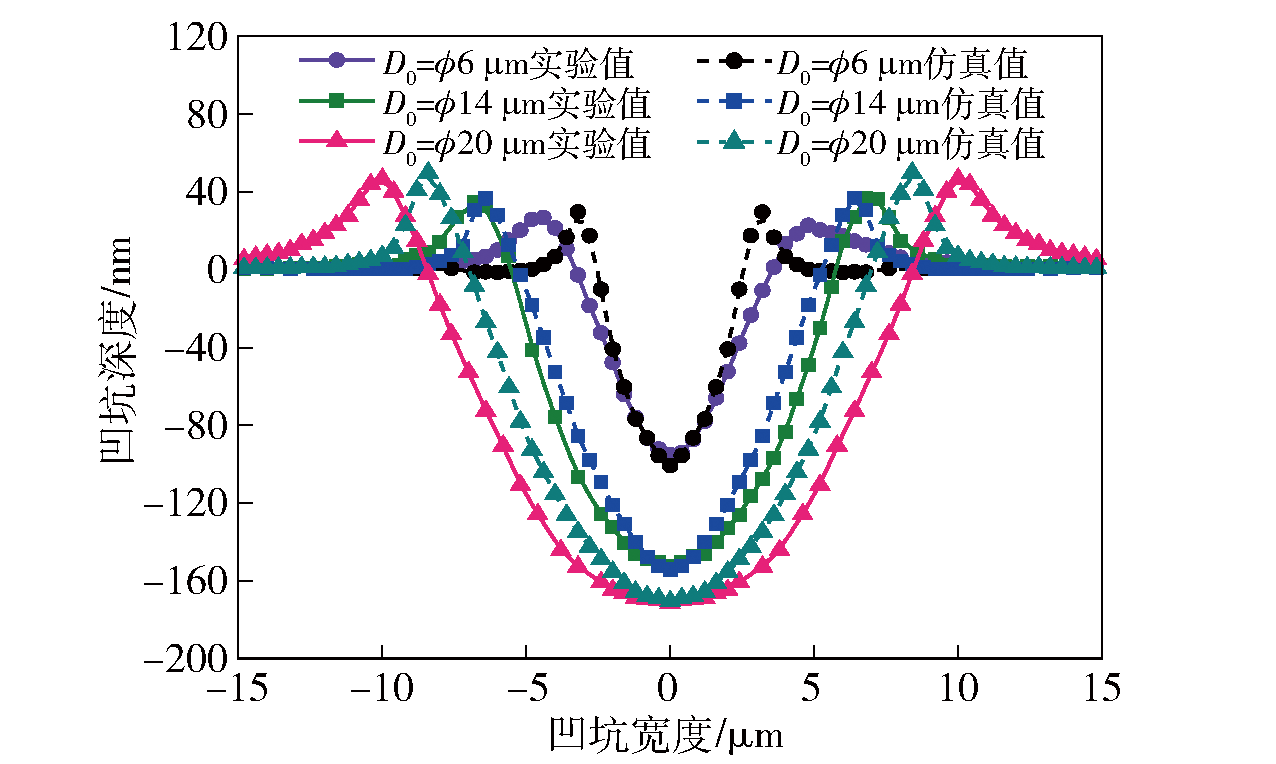
图12 实验凹坑与仿真凹坑轮廓对比
Fig.12 Profile comparison between simulated and experimental results
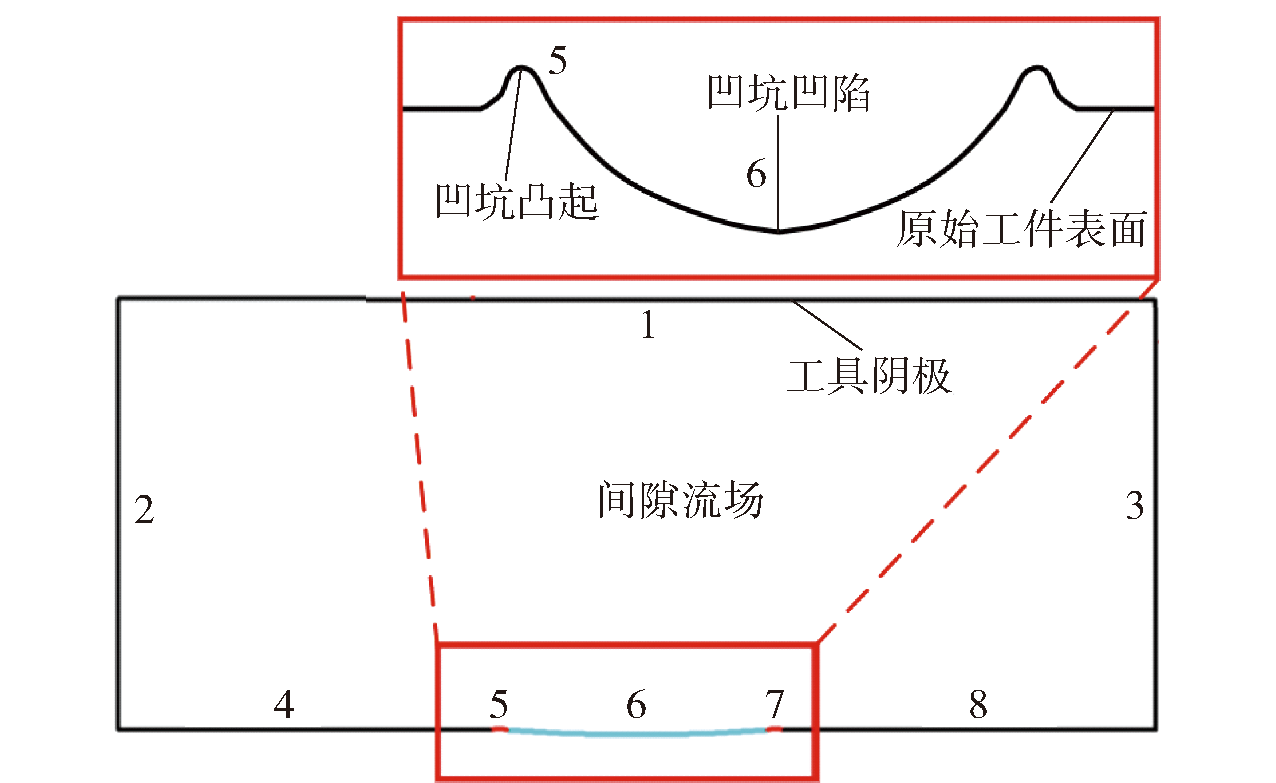
图13 几何模型示意图
Fig.13 Geometric model
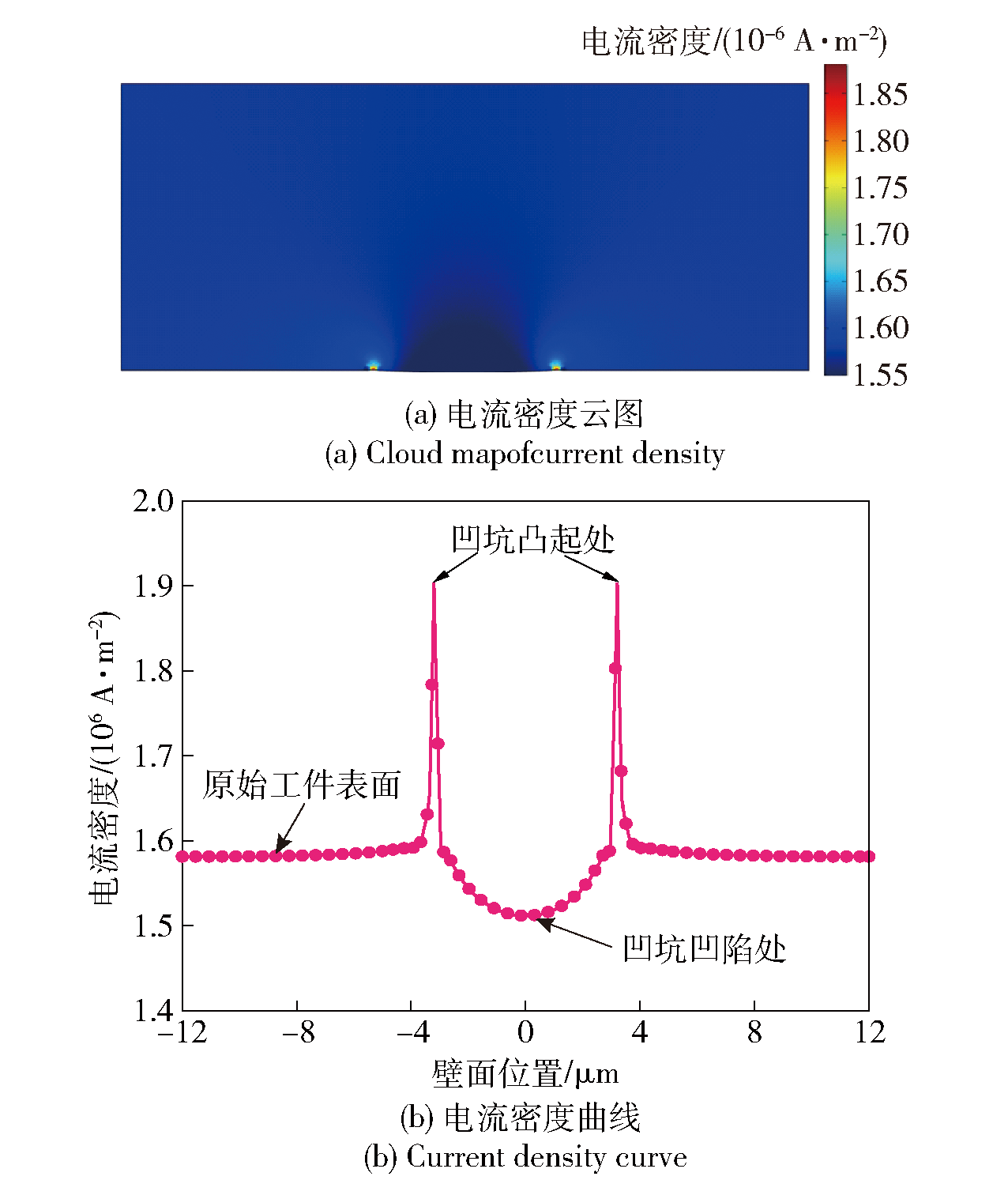
图14 工件表面电流密度分布
Fig.14 Current densityofworkpiece surface
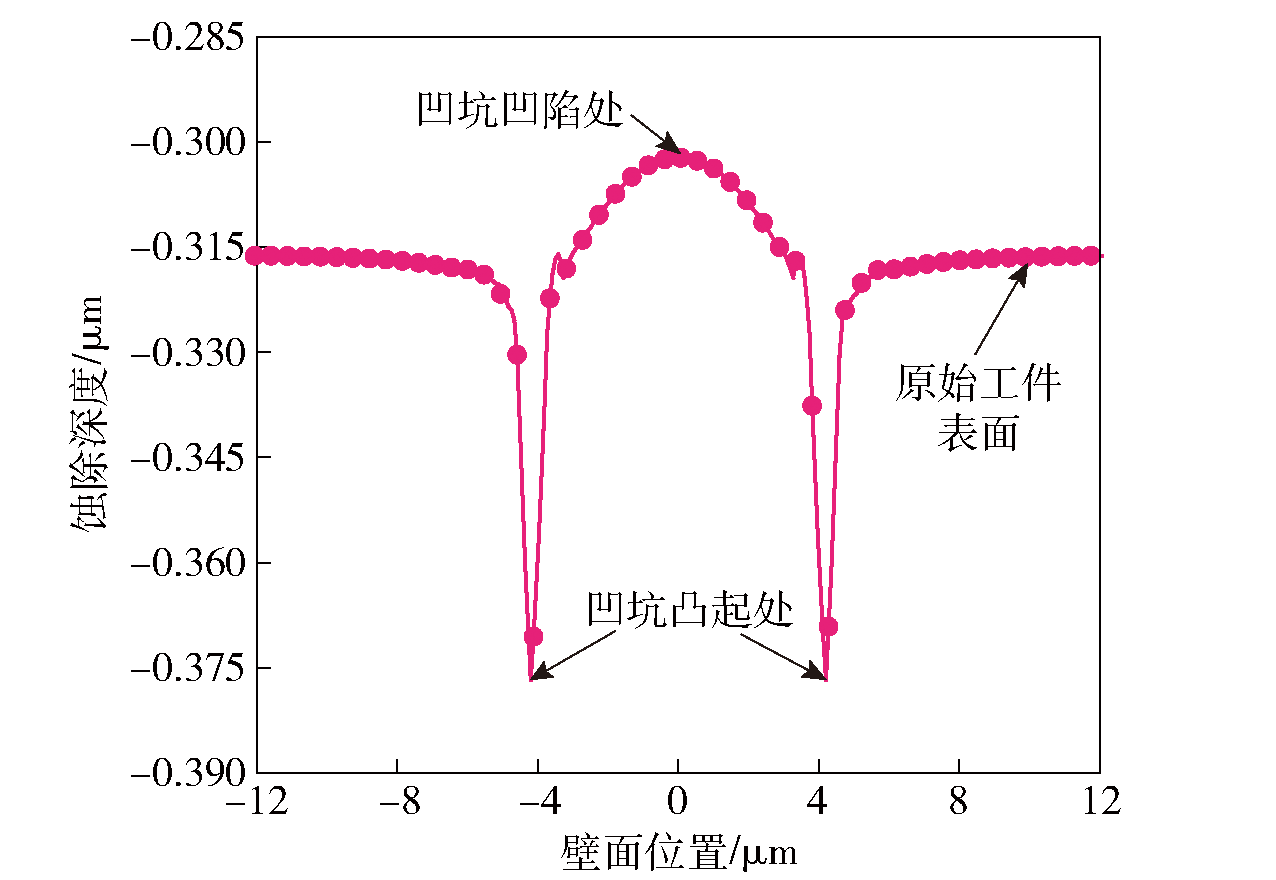
图15 工件表面材料蚀除深度
Fig.15 Erosion depthof workpiece surface
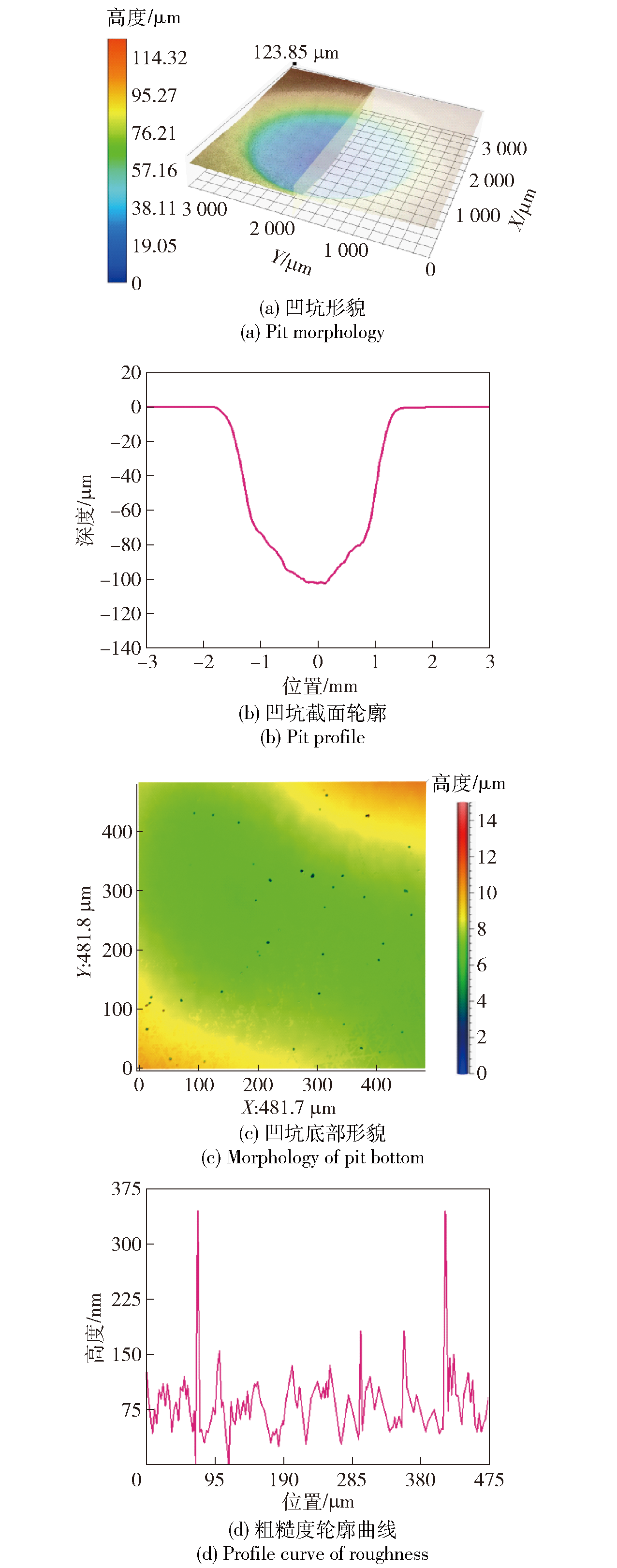
图16 超声电解加工凹坑及其底部形貌
Fig.16 Pit of UAEMMand its bottom morphology

图17 电解加工凹坑及其底部形貌
Fig.17 Pit of EMM and its bottom morphology
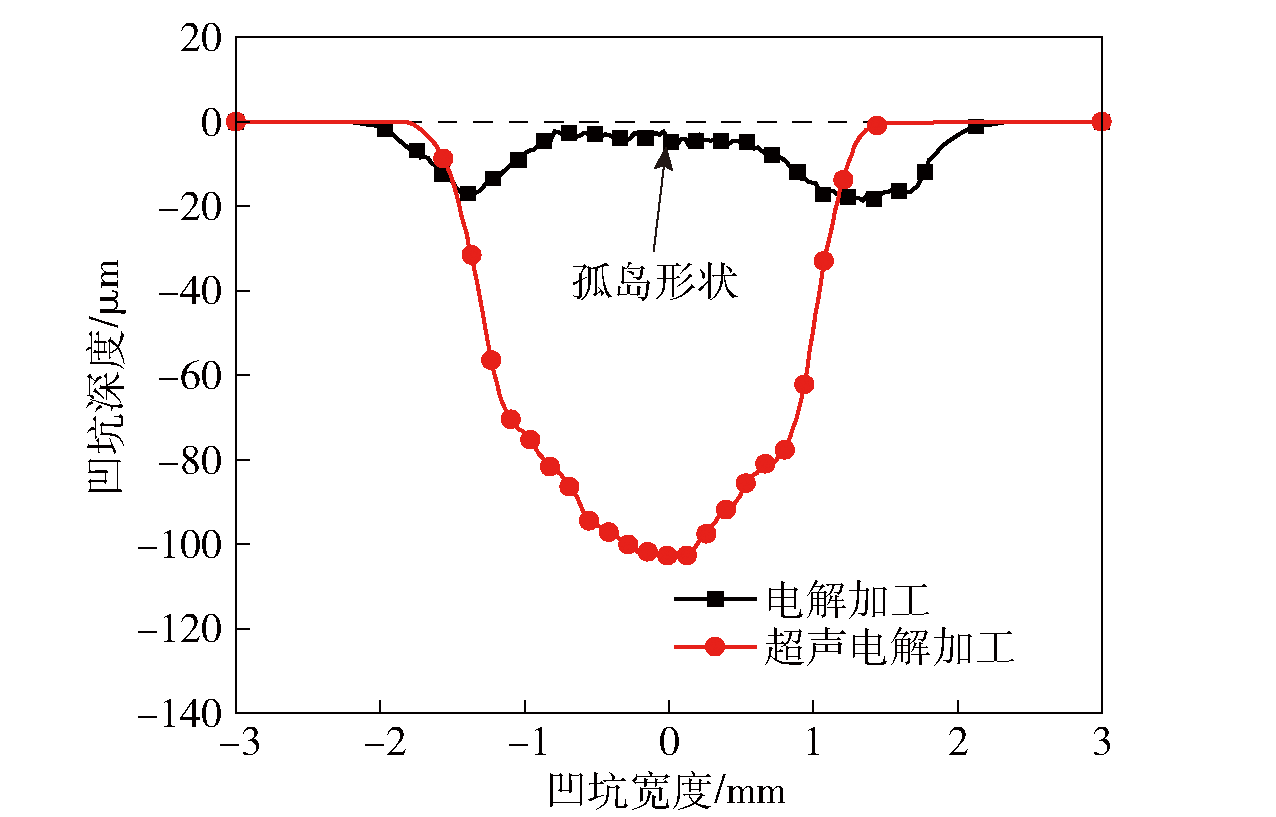
图18 电解与超声电解加工凹坑轮廓曲线
Fig.18 Pit profile curves of EMM and UAEMM
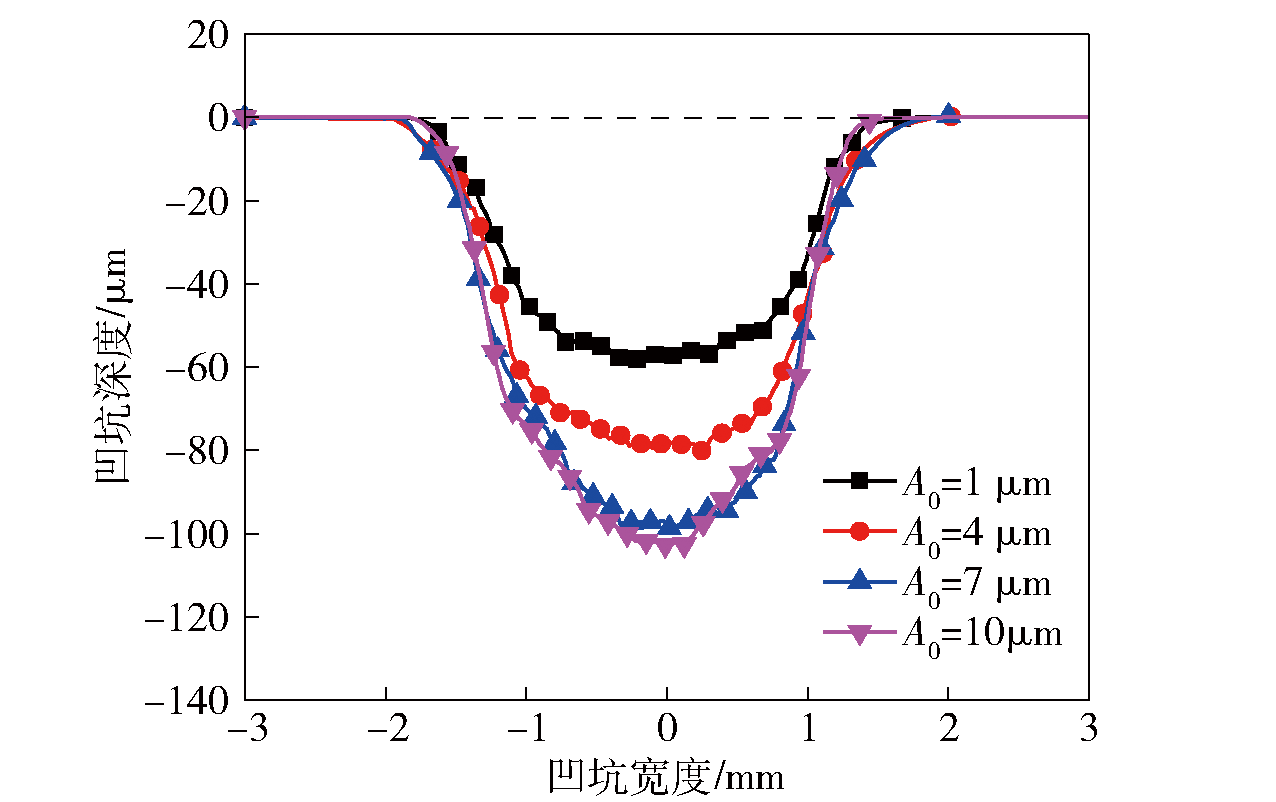
图19 不同超声振幅下凹坑轮廓曲线
Fig.19 Pit profile curves under different ultrasonic amplitudes
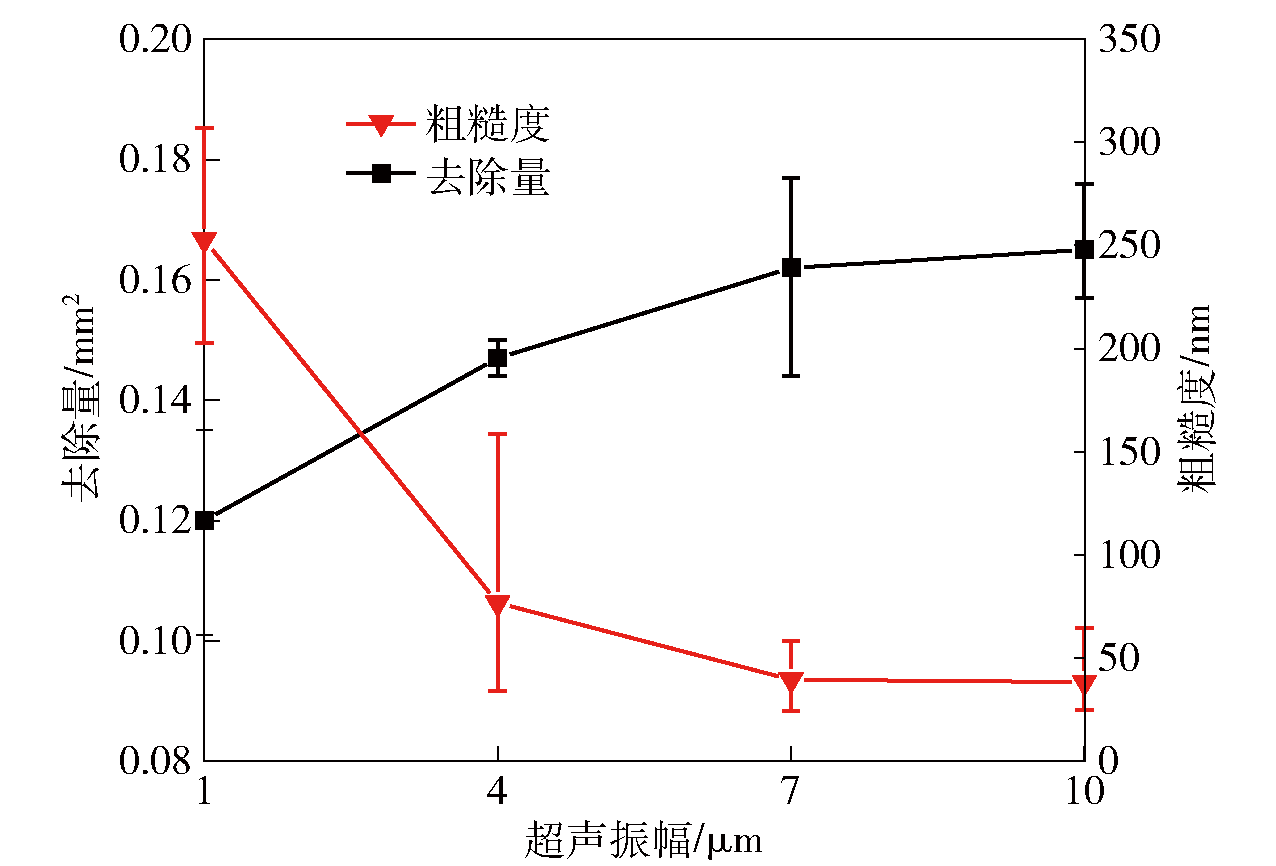
图20 超声振幅对凹坑去除量和表面粗糙度的影响
Fig.20 Effect of ultrasonic amplitude on pit removal amount and surface roughness
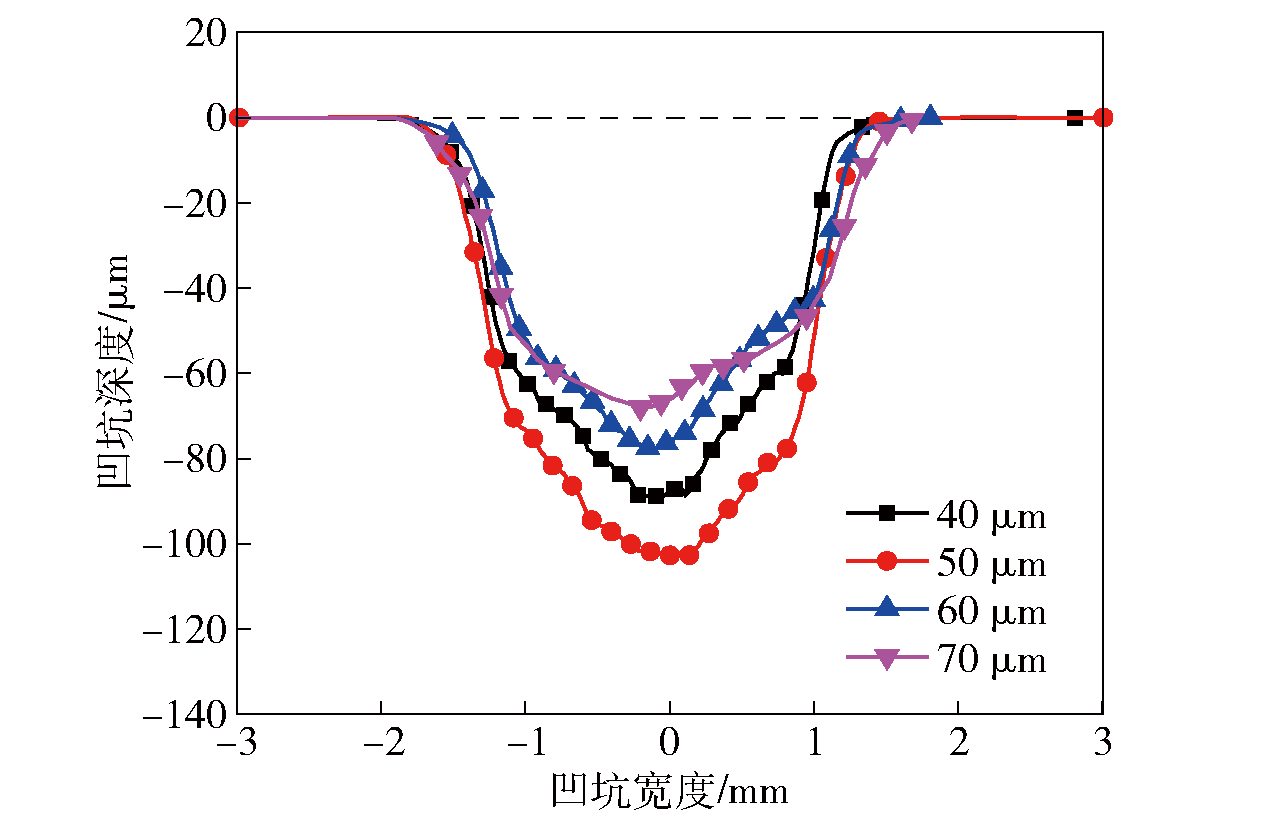
图21 不同加工间隙下凹坑轮廓曲线
Fig.21 Pit profile curves under different interelectrode gaps
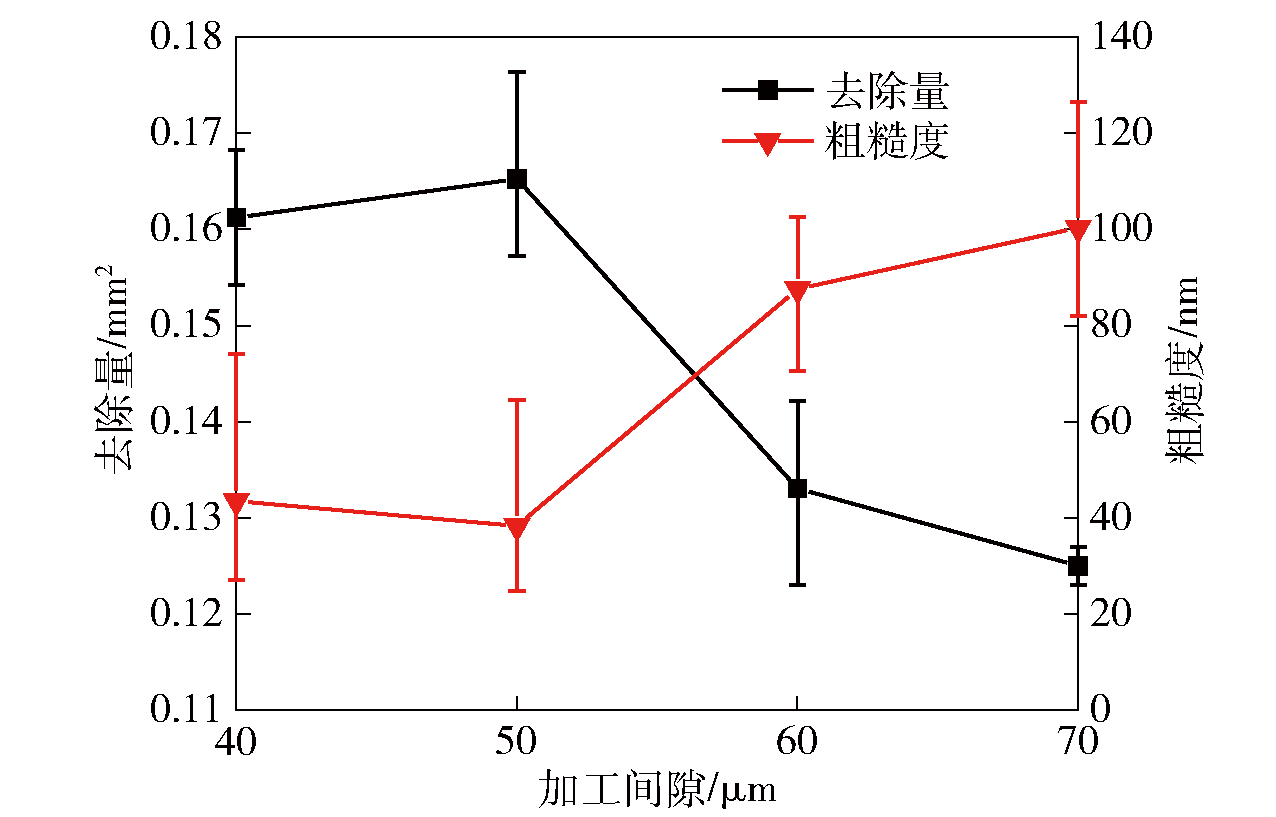
图22 加工间隙对凹坑去除量和表面粗糙度的影响
Fig.22 Effect of interelectrode gap on pit removal amount and surface roughness
| [1] |
doi: 10.1007/s12541-019-00286-8 |
| [2] |
doi: 10.1007/s41871-019-00053-3 |
| [3] |
房善想, 赵慧玲, 张勤俭. 超声加工技术的应用现状及其发展趋势[J]. 机械工程学报, 2017, 53(19):22-32.
doi: 10.3901/JME.2017.19.022 |
|
doi: 10.3901/JME.2017.19.022 |
|
| [4] |
姜兴刚, 梁海彤, 卢慧敏, 等. 钛合金薄壁件超声椭圆振动铣削研究[J]. 兵工学报, 2014, 35(11):1891-1897.
doi: 10.3969/j.issn.1000-1093.2014.11.022 |
|
|
|
| [5] |
|
| [6] |
doi: 10.1007/s00170-017-0316-z URL |
| [7] |
张国华, 李咚咚, 李茂伟, 等. 超声椭圆振动车削三维形貌形成研究[J]. 兵工学报, 2017, 38(10): 2002-2009.
doi: 10.3969/j.issn.1000-1093.2017.10.017 |
|
|
|
| [8] |
郑建新, 刘威成, 段玉涛. 7075铝合金二维超声挤压加工表面质量影响因素及其交互作用研究[J]. 兵工学报, 2017, 38(6):1231-1238.
doi: 10.3969/j.issn.1000-1093.2017.06.024 |
|
|
|
| [9] |
doi: 10.1007/s00170-020-06357-9 |
| [10] |
doi: 10.1016/j.ijmachtools.2018.01.004 URL |
| [11] |
李红英, 云乃彰, 朱永伟. 超声电解复合微细加工硬质合金试验研究[J]. 航空制造技术, 2009(1):78-82.
|
|
|
|
| [12] |
doi: 10.1243/095440503322617135 URL |
| [13] |
doi: 10.1007/s00170-020-05012-7 |
| [14] |
doi: 10.1007/s00170-021-07914-6 |
| [15] |
王明环, 王嘉杰, 童文俊, 等. 微凹坑超声电解滚蚀加工间隙多物理场特性及成型规律[J]. 兵工学报, 2020, 41(4):783-791.
doi: 10.3969/j.issn.1000-1093.2020.04.017 |
|
doi: 10.3969/j.issn.1000-1093.2020.04.017 |
|
| [16] |
doi: 10.1177/0954405416646689 URL |
| [17] |
吴书安, 祝锡晶, 王建青, 等. 超声空化泡溃灭冲击波作用固壁面的实验研究[J]. 科学技术与工程, 2017, 8(14):140-144.
|
|
|
|
| [18] |
doi: 10.1109/Access.6287639 URL |
| [19] |
|
| [20] |
doi: 10.1007/s10404-012-1015-6 URL |
| [21] |
|
| [22] |
叶林征, 祝锡晶, 王建青. 近壁声空泡溃灭微射流冲击流固耦合模型及蚀坑反演分析[J]. 爆炸与冲击, 2019, 39(6):23-34.
|
|
doi: 10.1023/A:1022189016932 URL |
|
| [23] |
doi: 10.1016/j.ultsonch.2013.10.003 pmid: 24176799 |
| [24] |
薛伟, 陈昭运. 空蚀破坏的微观过程研究[J]. 机械工程材料, 2005, 29(2):59-62.
|
|
|
|
| [25] |
doi: 10.1146/fluid.1977.9.issue-1 URL |
| [26] |
doi: 10.1016/j.msea.2014.05.006 URL |
| [27] |
雷经发, 许孟, 刘涛, 等. 高应变率下6061铝合金力学性能及本构模型研究[J]. 兵器材料科学与工程, 2019, 42(1):74-78.
|
|
|
|
| [28] |
doi: 10.1007/s00170-021-07914-6 |
| [29] |
doi: 10.1016/j.ultsonch.2016.12.030 URL |
| [1] | 王明环, 王嘉杰, 童文俊, 陈侠, 许雪峰, 王芯蒂. 微凹坑超声电解滚蚀加工间隙多物理场特性及成形规律[J]. 兵工学报, 2020, 41(4): 783-791. |
| [2] | 罗进, 刘玉存, 刘燕, 王建华, 柴涛, 袁俊明, 于雁武, 常双君. 一种低熔点含能化合物的合成、表征与脉冲超声辅助萃取的研究[J]. 兵工学报, 2017, 38(2): 292-297. |
| [3] | 梁志强, 田梦, 王秋燕, 王西彬, 周天丰, 吴勇波, 焦黎. 超声辅助磨削陶瓷材料的裂纹产生与扩展仿真研究[J]. 兵工学报, 2016, 37(5): 895-902. |
| [4] | 米召阳, 梁志强, 王西彬, 周天丰, 赵文祥, 田梦. 基于光滑粒子流体动力学法单颗磨粒超声辅助磨削陶瓷材料的磨削力仿真研究[J]. 兵工学报, 2015, 36(6): 1067-1073. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
 京公网安备11010802024360号 京ICP备05059581号-4
京公网安备11010802024360号 京ICP备05059581号-4