
主管单位:中国科学技术协会
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
兵工学报 ›› 2023, Vol. 44 ›› Issue (3): 773-782.doi: 10.12382/bgxb.2021.0757
杜凯( ), 焦黎, 颜培(), 余建杭, 王玉彬, 仇天阳, 王西彬
), 焦黎, 颜培(), 余建杭, 王玉彬, 仇天阳, 王西彬
收稿日期:2021-11-10
上线日期:2022-07-04
通讯作者:
作者简介:杜凯(1998—),男,硕士研究生。E-mail:dk523604@163.com
DU Kai(), JIAO Li, YAN Pei(), YU Jianhang, WANG Yubin, QIU Tianyang, WANG Xibin
Received:2021-11-10
Online:2022-07-04
摘要:
为避免淬硬钢磨削工艺易引入残余拉应力以及大量使用切削液对环境造成严重污染的问题,采用硬车削代替磨削的加工方法。针对淬硬-回火45CrNiMoVA钢进行以车代磨工艺的研究,分析硬车削过程中的切削力、加工表面形貌、残余主应力及显微硬度。结果表明,切削力随切削深度和进给量的增大而增大,切削速度的改变对切削力的影响不大;硬车削后工件表面形貌一致性良好,表面粗糙度Ra值可达0.64 μm;残余主应力随进给量和切削深度的增大而减小,随切削速度的增大先减小后增大;最大残余主应力的方向角随切削速度与切削深度的增大在37°~ 45°范围内保持稳定,随进给量的增大在22°~ 45°范围内先增大后保持稳定;表面显微硬度随切削速度的增大而减小,硬车削后表面显微硬度提高了13%,硬化层深度约200 μm。
杜凯, 焦黎, 颜培, 余建杭, 王玉彬, 仇天阳, 王西彬. 淬硬超高强度钢45CrNiMoVA硬车削加工性研究[J]. 兵工学报, 2023, 44(3): 773-782.
DU Kai, JIAO Li, YAN Pei, YU Jianhang, WANG Yubin, QIU Tianyang, WANG Xibin. Study of the Hard Turning Processability of Hardened Ultra-high Strength Steel 45CrNiMoVA[J]. Acta Armamentarii, 2023, 44(3): 773-782.
| C | Cr | Ni | Mo | V | Si | Mn |
|---|---|---|---|---|---|---|
| 0.42~0.49 | 0.80~1.10 | 1.30~1.80 | 0.20~0.30 | 0.10~0.20 | 0.17~0.37 | 0.50~0.80 |
表1 45CrNiMoVA化学成分含量
Table 1 Chemical composition of 45CrNiMoVA wt.%
| C | Cr | Ni | Mo | V | Si | Mn |
|---|---|---|---|---|---|---|
| 0.42~0.49 | 0.80~1.10 | 1.30~1.80 | 0.20~0.30 | 0.10~0.20 | 0.17~0.37 | 0.50~0.80 |
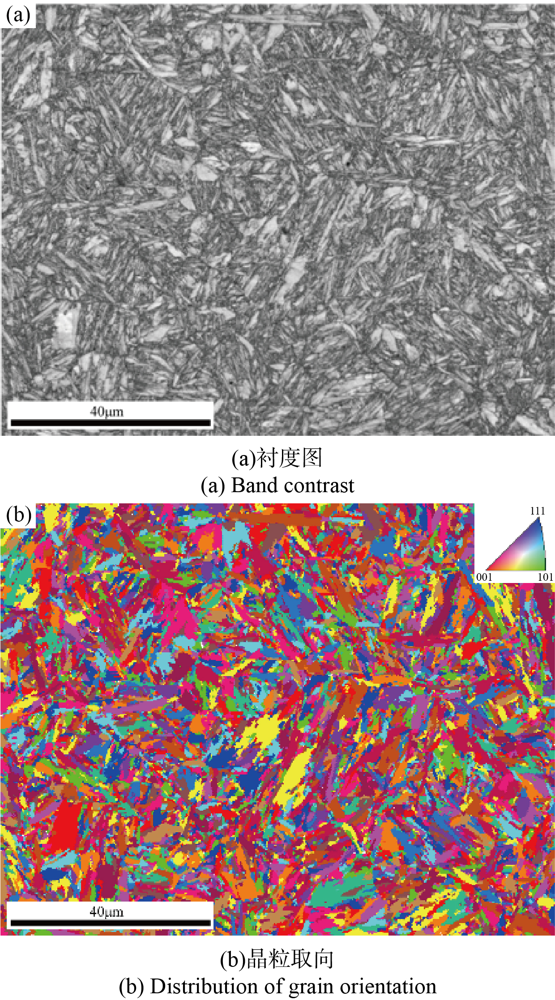
图1 45CrNiMoVA微观组织
Fig. 1 Microstructure of 45CrNiMoVA
| 抗拉强度Rm /MPa | 屈服强度Rp0.2 /MPa | 断后延伸率A / % | 断面收缩率Z /% |
|---|---|---|---|
| 2030 | 1635 | 13.5 | 52 |
表2 45CrNiMoVA材料的力学性能
Table 2 Mechanical parameters of 45CrNiMoVA
| 抗拉强度Rm /MPa | 屈服强度Rp0.2 /MPa | 断后延伸率A / % | 断面收缩率Z /% |
|---|---|---|---|
| 2030 | 1635 | 13.5 | 52 |

图2 硬车削试验平台
Fig. 2 Test platform for hard turning
| 序号 | 切削速度 vc / (m·min-1) | 切削深度 ap/mm | 进给量f / (mm·r-1) |
|---|---|---|---|
| 1-1 | 120 | 0.10 | 0.03 |
| 1-2 | 0.06 | ||
| 1-3 | 0.09 | ||
| 1-4 | 0.12 | ||
| 2-1 | 120 | 0.05 | 0.09 |
| 2-2 | 0.10 | ||
| 2-3 | 0.15 | ||
| 2-4 | 0.20 | ||
| 3-1 | 100 | 0.10 | 0.09 |
| 3-2 | 120 | ||
| 3-3 | 140 | ||
| 3-4 | 160 |
表3 硬车削单因素试验方案
Table 3 Single-factor hard-turning experiment parameters
| 序号 | 切削速度 vc / (m·min-1) | 切削深度 ap/mm | 进给量f / (mm·r-1) |
|---|---|---|---|
| 1-1 | 120 | 0.10 | 0.03 |
| 1-2 | 0.06 | ||
| 1-3 | 0.09 | ||
| 1-4 | 0.12 | ||
| 2-1 | 120 | 0.05 | 0.09 |
| 2-2 | 0.10 | ||
| 2-3 | 0.15 | ||
| 2-4 | 0.20 | ||
| 3-1 | 100 | 0.10 | 0.09 |
| 3-2 | 120 | ||
| 3-3 | 140 | ||
| 3-4 | 160 |

图3 残余应力测试装置图
Fig. 3 Residual stress test device
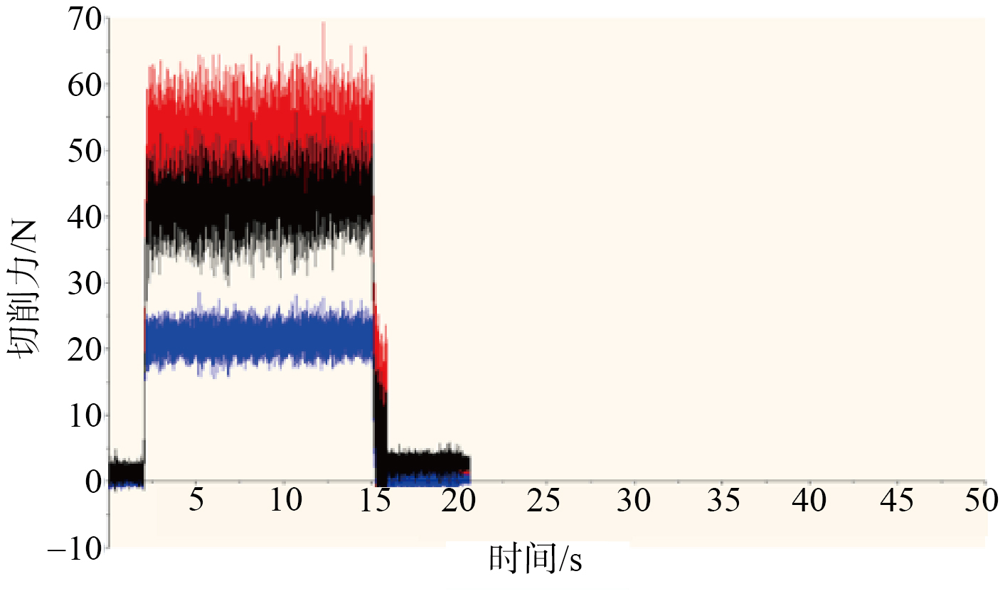
图4 实测切削力信号图
Fig. 4 Measured cutting force signals
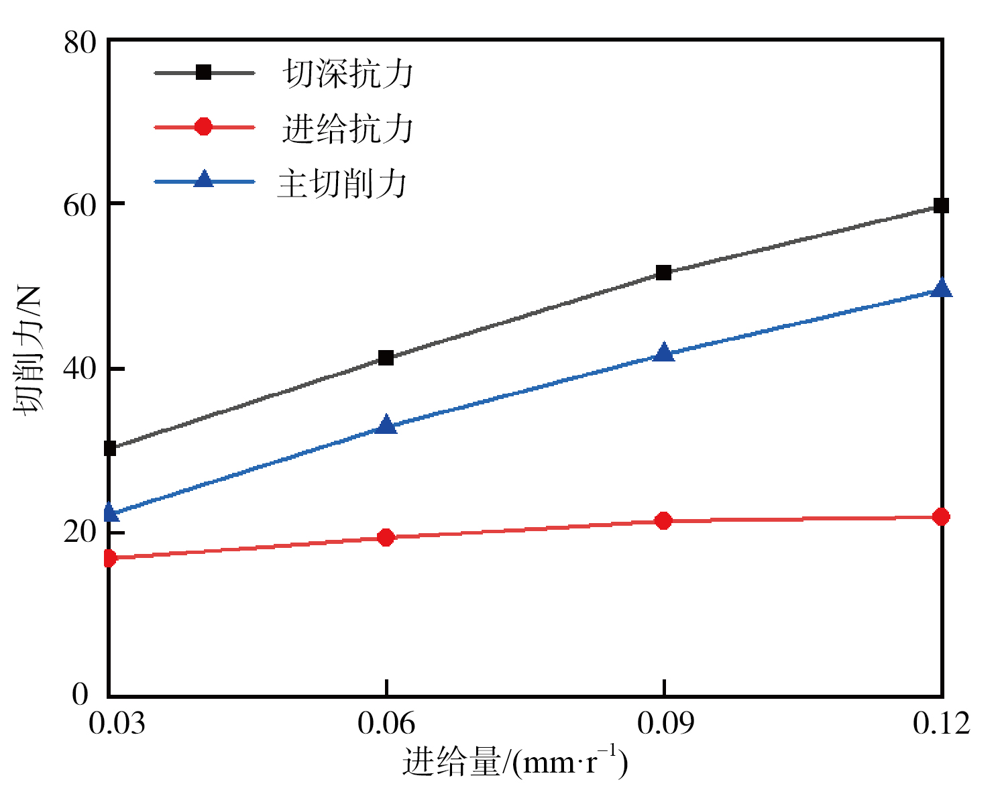
图5 进给量对切削力的影响曲线(vc=120 m/min,ap=0.10 mm)
Fig. 5 Influence of feed on cutting force (vc=120 m/min, ap=0.10 mm)
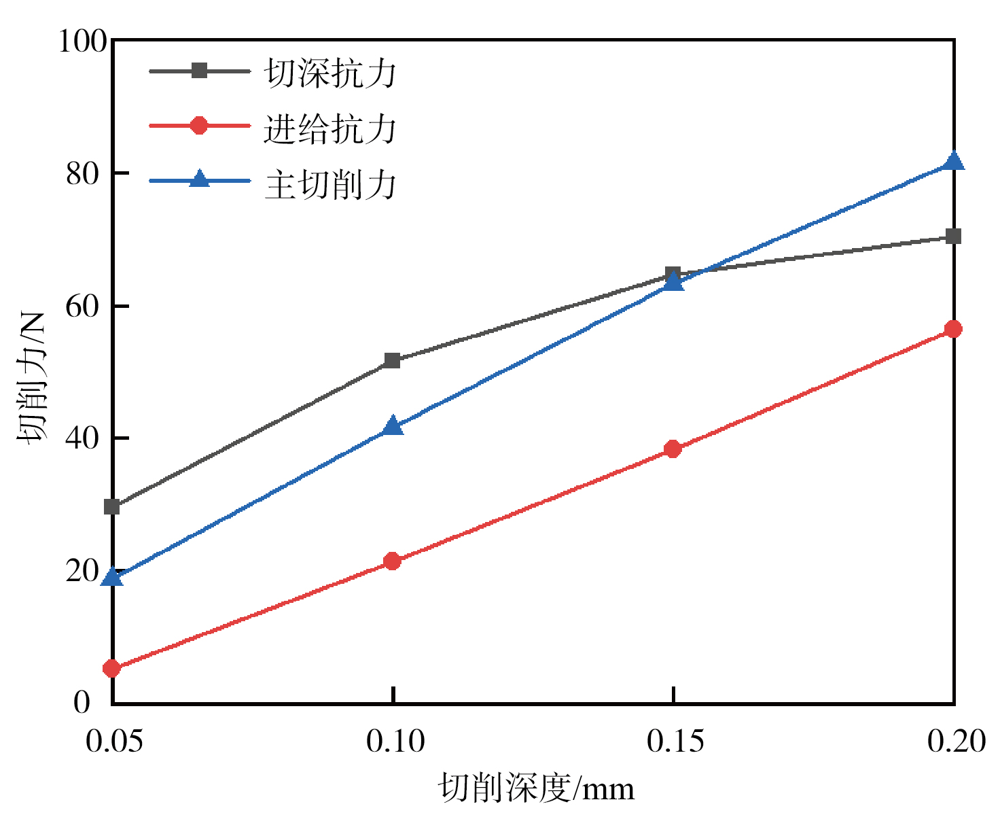
图6 切削深度对切削力的影响曲线(vc = 120 m/min,f = 0.09 mm/r)
Fig. 6 Influence of cutting depth on cutting force (vc = 120 m/min, f = 0.09 mm/r)
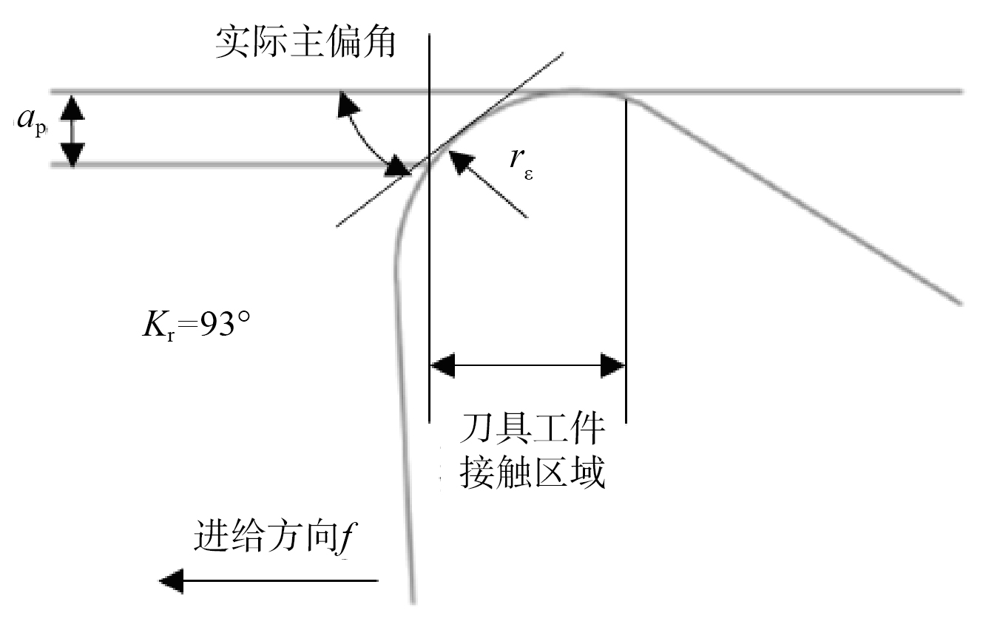
图7 刀具-工件切削接触区域示意图
Fig. 7 Schematic diagram of the tool-workpiece contact area
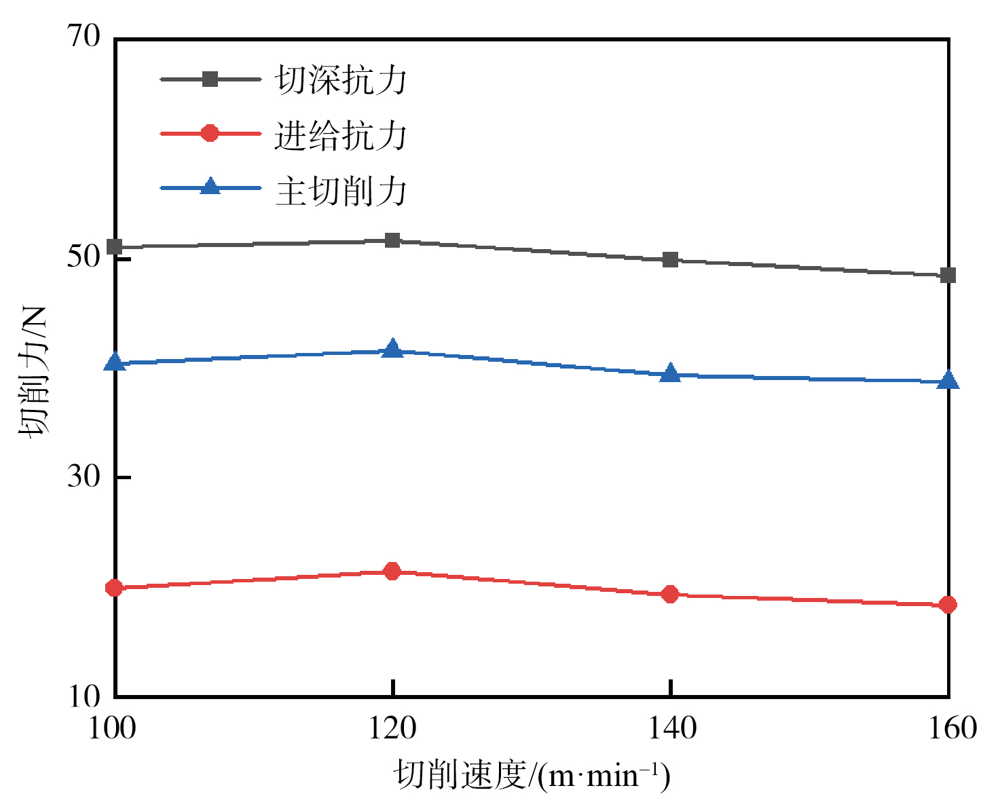
图8 切削速度对切削力的影响曲线(f = 0.09 mm/r,ap =0.10 mm)
Fig. 8 Influence of cutting speed on cutting force (f =0.09 mm/r, ap =0.10 mm)

图9 不同工艺参数下的表面形貌图(上为二维纹理图,下为三维形貌图)
Fig. 9 Surface topography of the specimens under different cutting process parameters(the above is a two-dimensional pattern map and the following is a three-dimensional morphology picture)
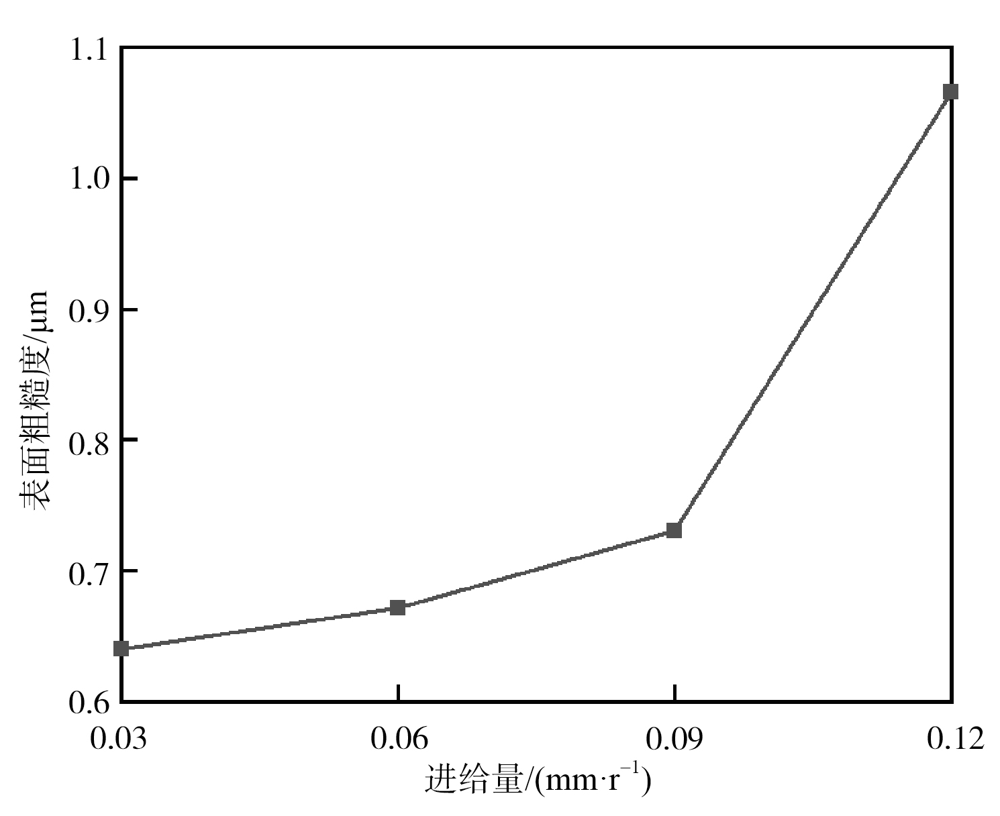
图10 进给量对表面粗糙度的影响曲线(vc = 120 m/min,ap = 0.10 mm)
Fig. 10 Influence of feed rate on surface roughness (vc = 120 m/min, ap = 0.10 mm)
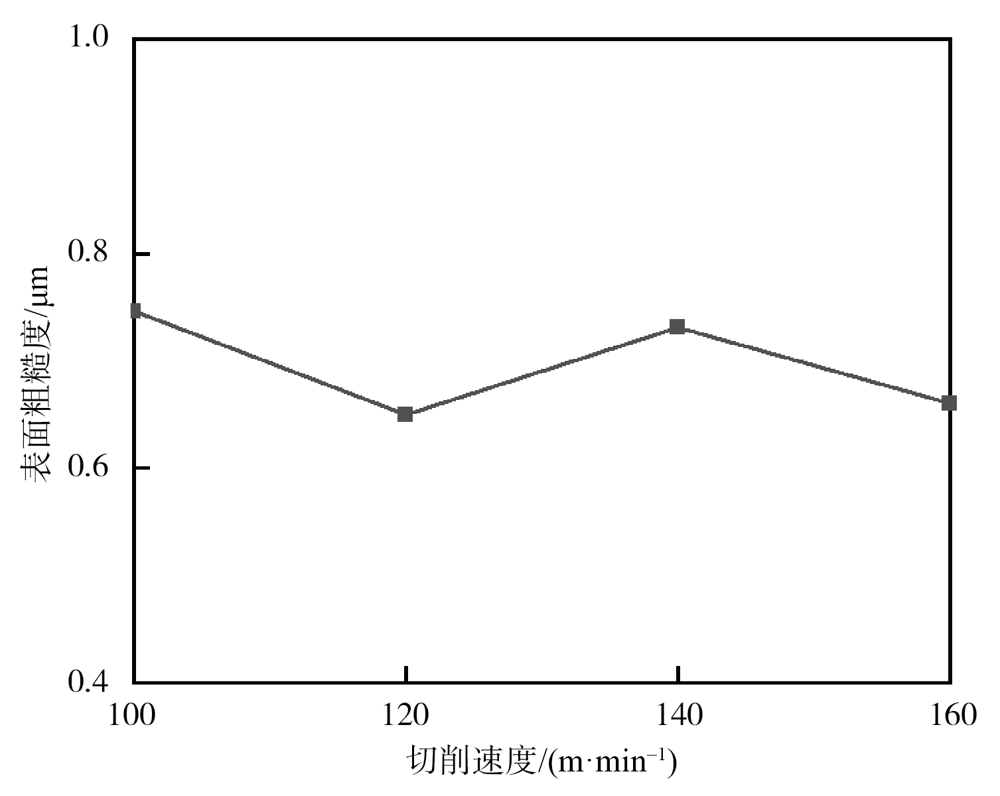
图11 切削速度对表面粗糙度的影响曲线(f = 0.09 mm/r,ap = 0.10 mm)
Fig. 11 Influence of cutting speed on surface roughness (f = 0.09 mm/r, ap = 0.10 mm)
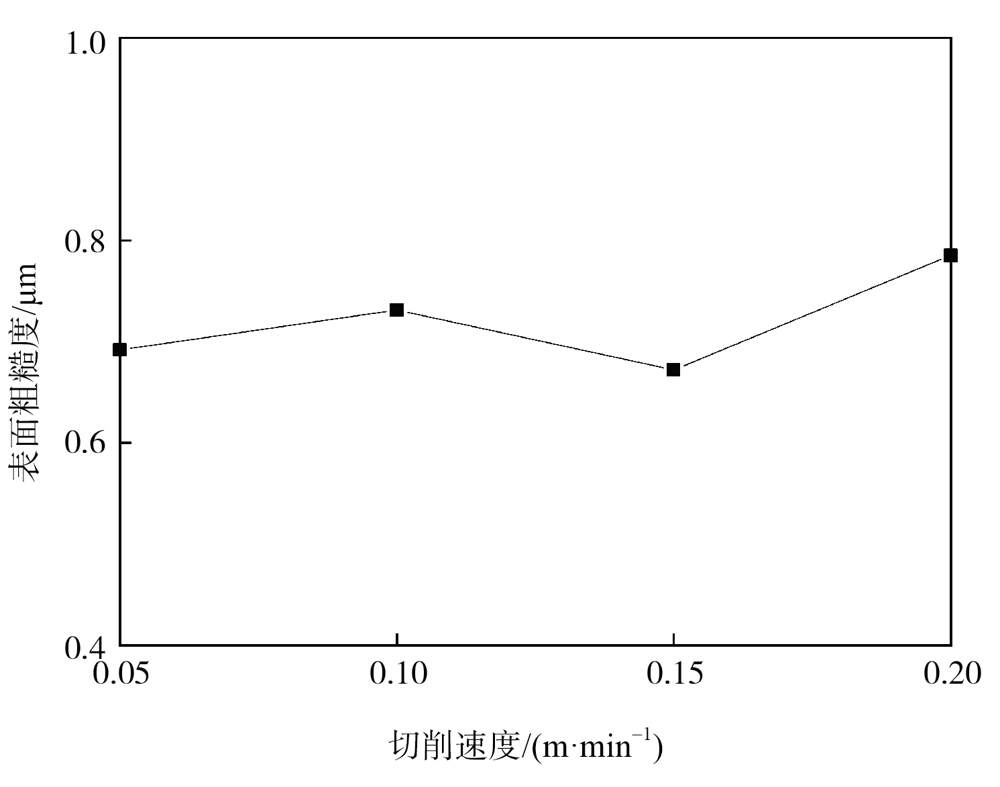
图12 切削深度对表面粗糙度的影响曲线(f = 0.09 mm/r,vc = 120 m/min)
Fig. 12 Influence of cutting depth on surface roughness (f = 0.09 mm/r, vc = 120 m/min)
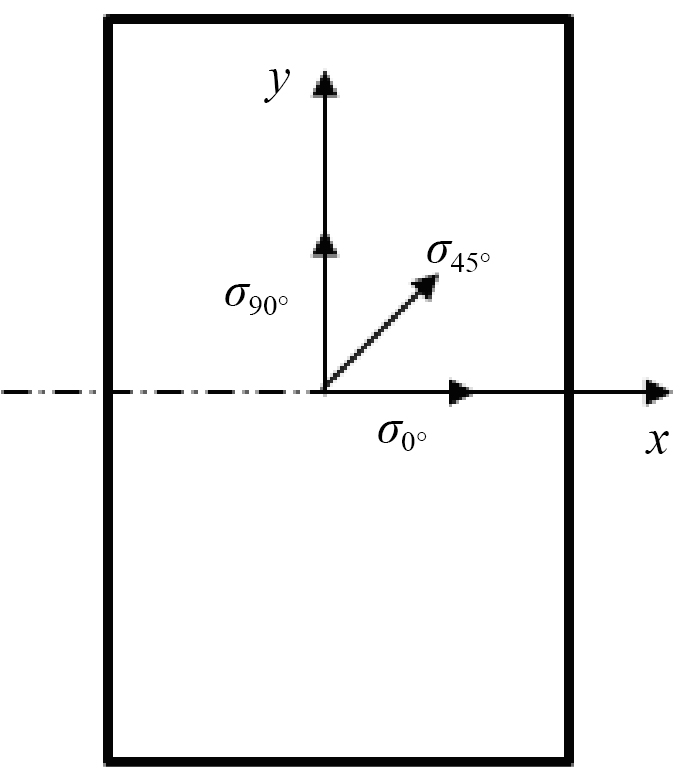
图13 残余应力测试示意图
Fig. 13 Schematic diagram of residual stress test
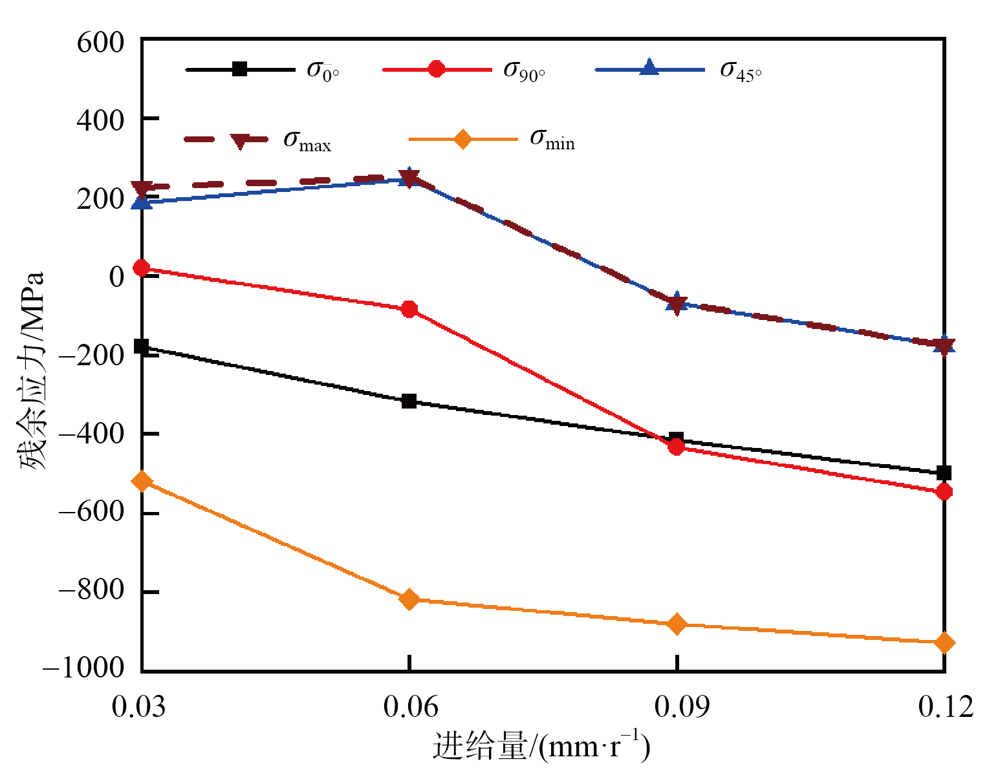
图14 进给量对残余应力的影响曲线(vc = 120 m/min,ap = 0.10 mm)
Fig. 14 Influence of feed rate on residual stress (vc = 120 m/min, ap = 0.10 mm)

图15 切削深度对残余应力的影响曲线(vc = 120 m/min,f = 0.09 mm/r)
Fig. 15 Influence of cutting depth on residual stress (vc = 120 m/min, f = 0.09 mm/r)
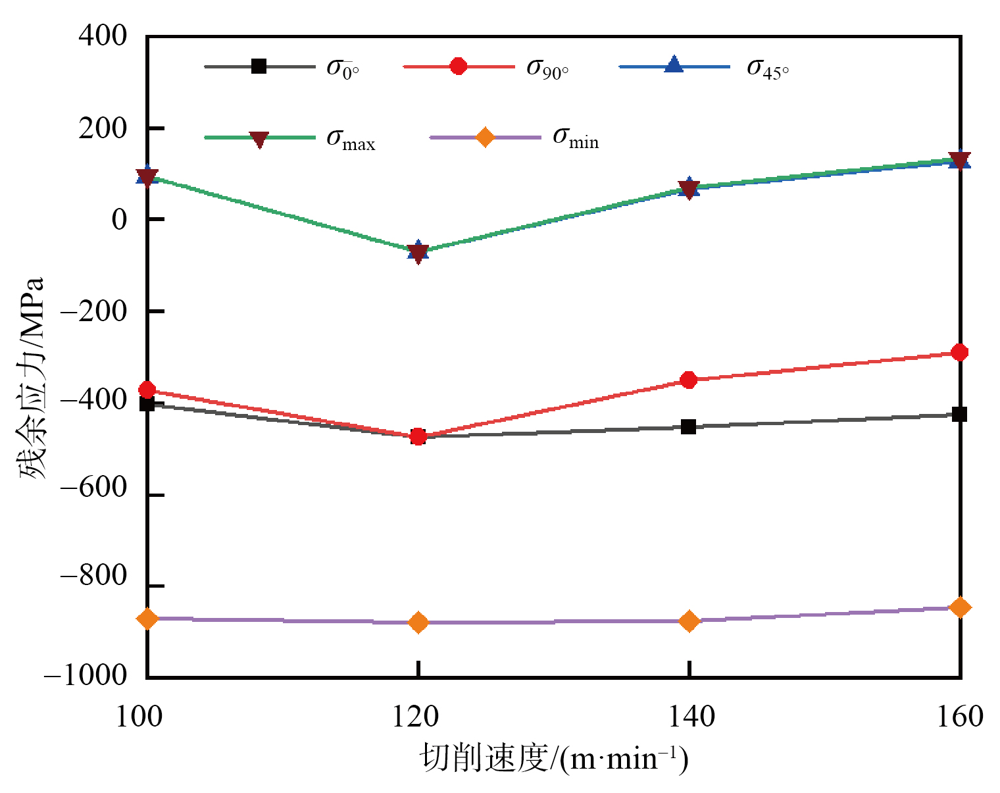
图16 切削速度对残余应力的影响曲线(f = 0.09 mm/r,ap = 0.10 mm)
Fig. 16 Influence of cutting speed on residual stress (f = 0.09 mm/r, ap = 0.10 mm)
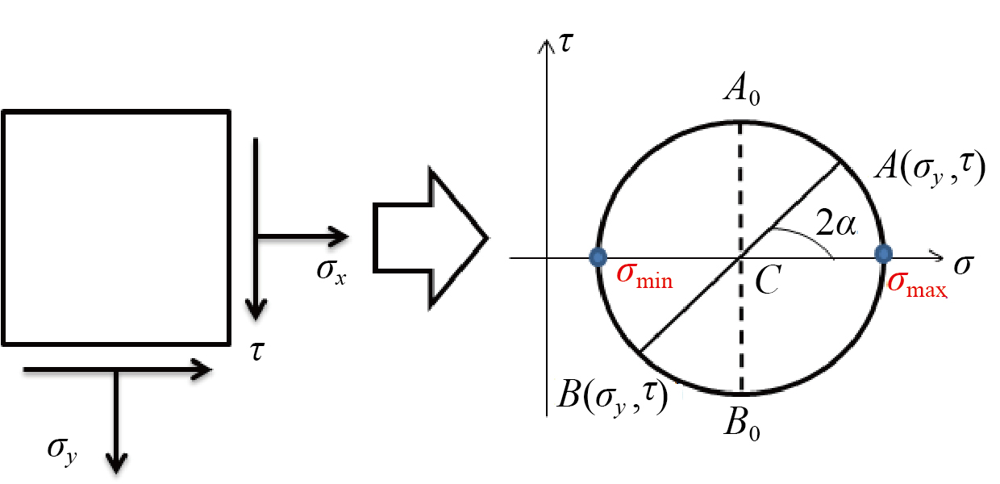
图17 莫尔圆分析法
Fig. 17 Mohr’s circle method
| 试验序号 | σmin方向角α2/(°) | σmin计算值/MPa | σmin测量值/MPa | 偏差/% |
|---|---|---|---|---|
| 1-3 | -45.1 | -880 | -912 | 3.64 |
| 1-4 | -47.9 | -929 | -1027 | 10.49 |
| 2-3 | -46.4 | -934 | -876 | 6.22 |
| 2-4 | -48.6 | -995 | -920 | 7.52 |
| 3-1 | -46.8 | -871 | -830 | 4.73 |
表4 残余主应力最小值计算结果与测量结果对比
Table 4 Calculation and measurement results of minimum residual principal stress
| 试验序号 | σmin方向角α2/(°) | σmin计算值/MPa | σmin测量值/MPa | 偏差/% |
|---|---|---|---|---|
| 1-3 | -45.1 | -880 | -912 | 3.64 |
| 1-4 | -47.9 | -929 | -1027 | 10.49 |
| 2-3 | -46.4 | -934 | -876 | 6.22 |
| 2-4 | -48.6 | -995 | -920 | 7.52 |
| 3-1 | -46.8 | -871 | -830 | 4.73 |
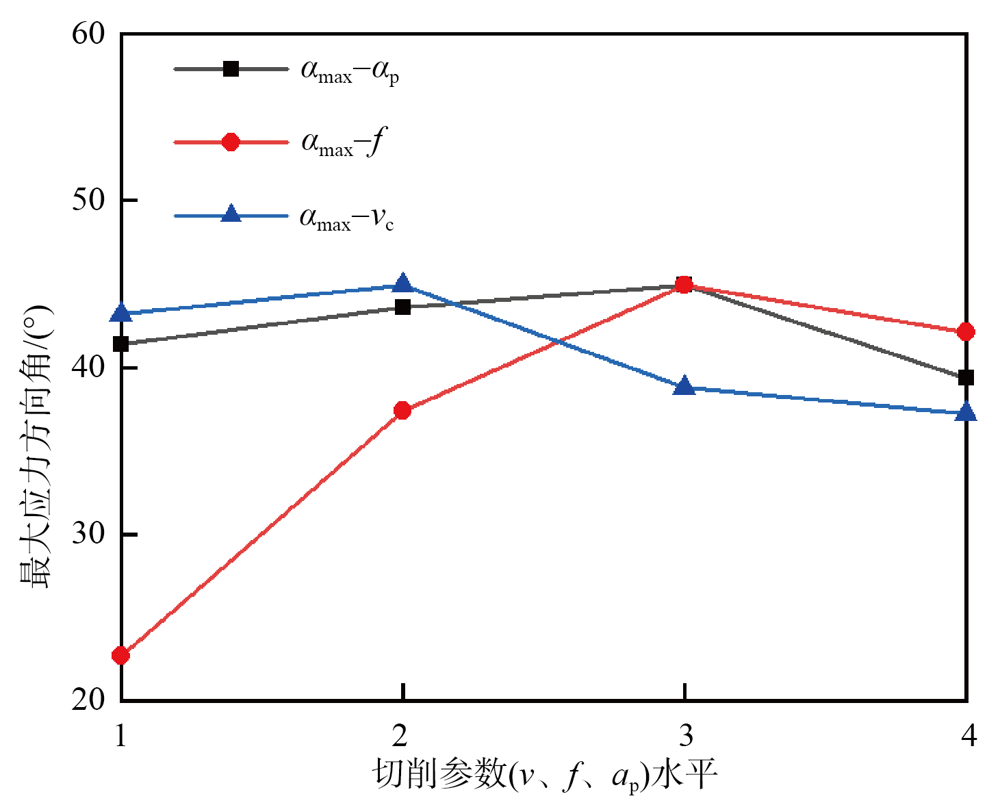
图18 切削参数对残余主应力最大值方向角的影响曲线
Fig. 18 Influence of cutting parameters on direction angle of maximum residual principal stress
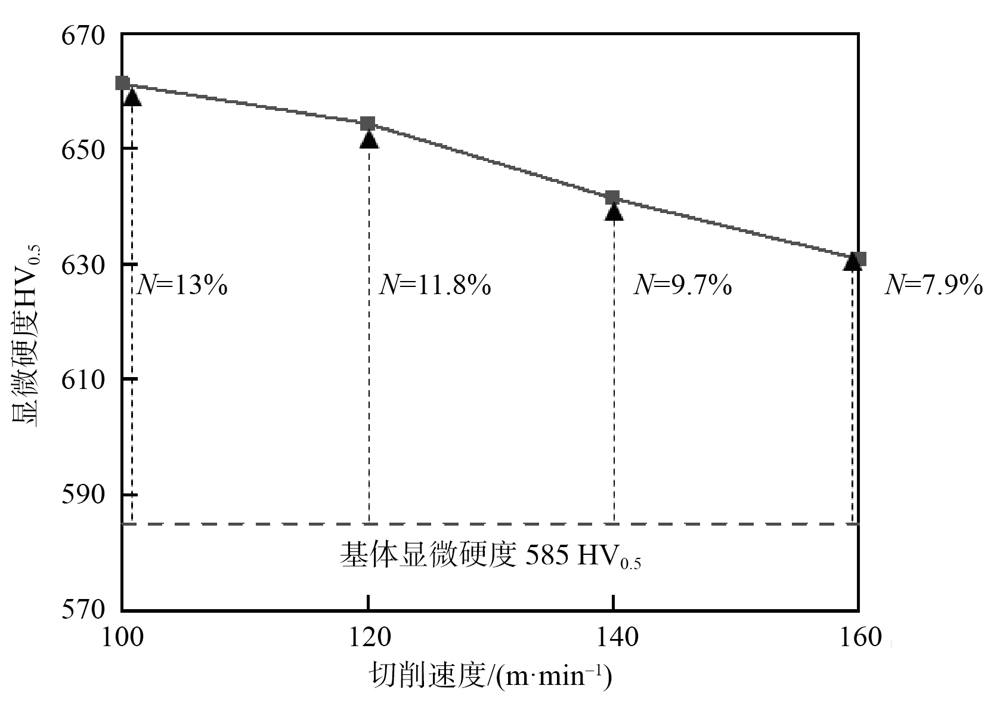
图19 切削速度对加工表面显微硬度的影响曲线
Fig. 19 Influence of cutting speed on microhardness of machined surface
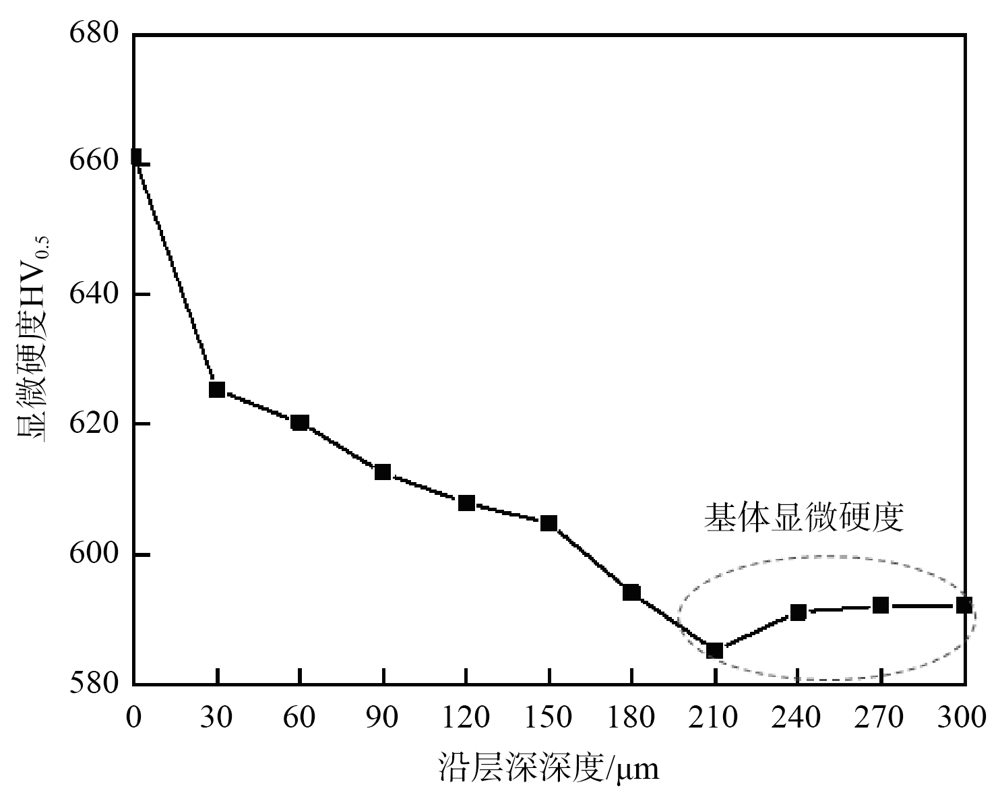
图20 显微硬度沿层深分布曲线
Fig. 20 Distribution of microhardness along the depth of subsurface layer
| 工艺 | Qz /(mm3·min-1) | Ra /μm | 残余应力σ/MPa | |
|---|---|---|---|---|
| 轴向 | 周向 | |||
| 硬车削 | 1080 | 0.75 | -476 | -474 |
| 磨削[ | 80 | 0.5-0.7 | -312 | -249 |
表5 硬车削与磨削工艺对比
Table 5 Comparison of hard turning and grinding processes
| 工艺 | Qz /(mm3·min-1) | Ra /μm | 残余应力σ/MPa | |
|---|---|---|---|---|
| 轴向 | 周向 | |||
| 硬车削 | 1080 | 0.75 | -476 | -474 |
| 磨削[ | 80 | 0.5-0.7 | -312 | -249 |
| [1] |
马明明, 解丽静, 耿琼. 高强度钢45CrNiMoVA流变本构方程研究[J]. 制造业自动化, 2012, 34(23):29-31.
|
|
|
|
| [2] |
陈日曜. 金属切削原理[M]. 北京: 机械工业出版社, 2002:197-220.
|
|
|
|
| [3] |
doi: 10.1080/10910340600713554 URL |
| [4] |
doi: 10.1016/j.ijmachtools.2011.08.019 URL |
| [5] |
doi: 10.1016/j.measurement.2014.12.033 URL |
| [6] |
|
| [7] |
doi: 10.1016/j.precisioneng.2015.06.006 URL |
| [8] |
崔伯第. 硬车削淬硬轴承钢GCr15表面粗糙度的试验研究[J]. 机械设计与制造, 2013(7):150-152.
|
|
|
|
| [9] |
吴茂宁, 赵威, 何宁. 金刚石刀具低温硬车削轴承钢的表面残余应力研究[J]. 机械制造与自动化, 2021, 50(3):10-12.
|
|
|
|
| [10] |
|
| [11] |
丁红汉, 杭鲁滨, 陈有光. 精密硬车加工轴承套圈的表面完整性试验研究[J]. 中国机械工程, 2016, 27(8):1066-1071.
|
|
|
|
| [12] |
|
| [13] |
doi: 10.1016/j.jmapro.2020.07.006 URL |
| [14] |
邢万强, 熊良山, 汤祁, 等. 硬车削300M钢表面的残余主应力[J]. 机械工程材料, 2016(2):40-42, 83.
|
|
|
|
| [15] |
徐兰英, 伍强, 覃孟扬, 等. 轴承套圈硬车削过程中的残余应力模拟及试验研究[J]. 机床与液压, 2016, 44(13):38-41.
|
|
|
|
| [16] |
doi: 10.1007/s00170-020-05074-7 |
| [17] |
北京市金属切削理论与实践编委会. 金属切削理论与实践[M]. 北京: 北京出版社, 1979:135-140.
|
|
Beijing Metal Cutting Theory & Practice Editorial Committee. Theory and practice of metal cutting[M]. Beijing: Beijing Industrial Press, 1979:135-140. (in Chinese)
|
|
| [18] |
朱宝春, 王俊伟, 裴绍虎, 等. TiAlN涂层表面残余主应力状态实验研究[J]. 热加工工艺, 2014, 43(8):150-152.
|
|
|
|
| [19] |
于浩, 赵军, 盖少磊, 等. 42CrMo钢车削表面完整性研究[J]. 组合机床与自动化加工技术, 2021(7):137-140.
doi: 10.13462/j.cnki.mmtamt.2021.07.032 |
|
|
|
| [20] |
|
| [21] |
|
| [1] | 刘扬, 秦国华, 吴竹溪, 娄维达, 赖晓春. 基于工件振动和刀具结构的周铣表面形貌分析与预测[J]. 兵工学报, 2023, 44(7): 2132-2146. |
| [2] | 王蔚, 沈杰, 刘伟军, 邢飞, 张凯, 李强, 于兴福. 激光清洗中振镜扫描速度对7075铝合金表面质量和摩擦特性的影响[J]. 兵工学报, 2023, 44(10): 2995-3005. |
| [3] | 董永亨, 李淑娟, 张倩, 李鹏阳, 李旗, 贾祯, 李言. 基于铣削系统动力学响应的球头铣刀铣削表面形貌建模[J]. 兵工学报, 2022, 43(8): 1977-1989. |
| [4] | 沈浩, 蔡杰, 吕鹏, 张从林, 李玉新, 关庆丰. 激光工艺参数对NiCoCrAlYSi熔覆层微观组织及性能的影响[J]. 兵工学报, 2021, 42(7): 1524-1534. |
| [5] | 江禹安, 皮钧, 杨光, 姜涛, 沈志煌. 超声椭圆振动切削轨迹变化对表面形貌的影响[J]. 兵工学报, 2019, 40(10): 2170-2176. |
| [6] | 李俊烨,周曾炜,张心明,周立宾. 固体与液体两相磨粒流抛光异形曲面的质量控制因素研究[J]. 兵工学报, 2018, 39(4): 772-779. |
| [7] | 沈超, 周克栋, 陆野, 乔自平. 某大口径机枪内膛损伤对弹头挤进过程的影响研究[J]. 兵工学报, 2018, 39(12): 2320-2329. |
| [8] | 石岩, 刘东炜, 刘佳, 李凌宇. 硬脆钢50SiMnVB激光预控裂纹工艺试验研究[J]. 兵工学报, 2018, 39(10): 1997-2005. |
| [9] | 张国华, 李咚咚, 李茂伟, 张德远. 超声椭圆振动车削三维形貌形成研究[J]. 兵工学报, 2017, 38(10): 2002-2009. |
| [10] | 梁志强, 黄迪青, 周天丰, 李宏伟, 乔治, 王西彬, 刘心藜. 齿轮钢18Cr2Ni4WA磨削烧伤实验及仿真预测研究[J]. 兵工学报, 2017, 38(10): 1995-2001. |
| [11] | 赵建,王兵,刘战强. 旋转超声滚压加工中的滚压力与滚压深度及表面形貌研究[J]. 兵工学报, 2016, 37(4): 696-704. |
| [12] | 王凤彪, 张金豹, 马玉勇, 侯博, 王永青. 芳纶纤维增强复合材料低温铣削研究[J]. 兵工学报, 2015, 36(11): 2141-2148. |
| [13] | 姜振喜, 孙杰, 李国超, 贾兴民, 李剑峰. TC4铣削加工的刀具磨损与切削力和振动关系研究[J]. 兵工学报, 2015, 36(1): 144-150. |
| [14] | 唐贤进, 张丘, 邹刚, 吴松, 刘维, 尹锐. 基于径向基函数神经网络的高聚物粘结炸药切削表面粗糙度预测研究[J]. 兵工学报, 2014, 35(2): 200-206. |
| [15] | 任召伟, 姜杉, 戚厚军, 阎兵. 核磁兼容机器人本体材料的切削加工性[J]. 兵工学报, 2013, 34(8): 1007-1012. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
 京公网安备11010802024360号 京ICP备05059581号-4
京公网安备11010802024360号 京ICP备05059581号-4