
Responsible Institution: China Association for Science and Technology
Sponsor: China Ordnance Society
ISSN 1000-1093 CN 11-2176/TJ
Sponsor: China Ordnance Society
ISSN 1000-1093 CN 11-2176/TJ
Acta Armamentarii ›› 2023, Vol. 44 ›› Issue (7): 2147-2161.doi: 10.12382/bgxb.2022.0187
Previous Articles Next Articles
LÜ Lishu1,2,*( ), DENG Zhaohui3, LIU Tao4, TENG Hongzhao1, ZHUO Rongjin1
), DENG Zhaohui3, LIU Tao4, TENG Hongzhao1, ZHUO Rongjin1
Received:2022-03-25
Online:2023-07-30
Contact:
Lü Lishu
LÜ Lishu, DENG Zhaohui, LIU Tao, TENG Hongzhao, ZHUO Rongjin. Data-Driven Online Monitoring and System Development of Multi-scale Targets in the Grinding Process[J]. Acta Armamentarii, 2023, 44(7): 2147-2161.
Add to citation manager EndNote|Ris|BibTeX
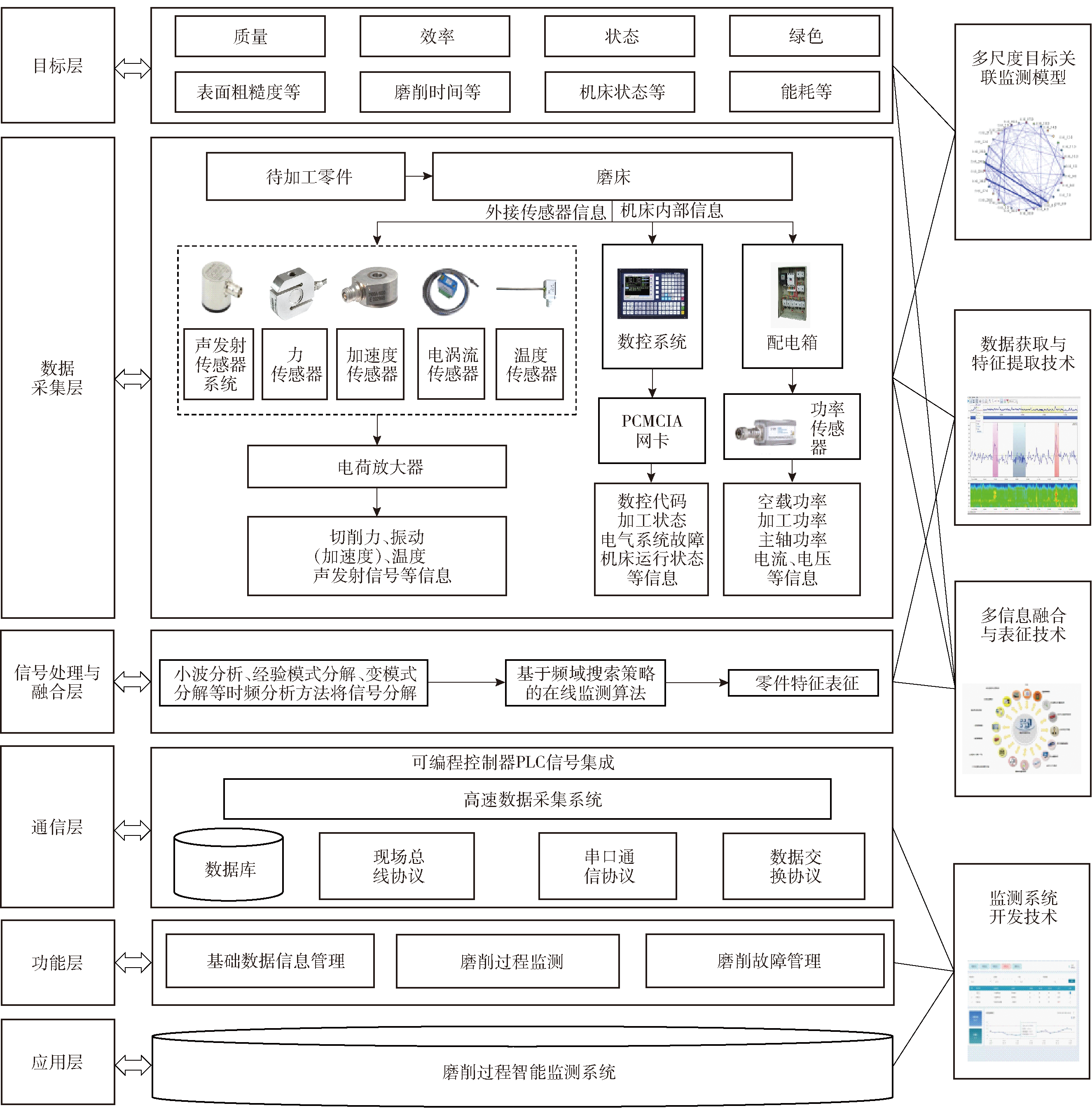
Fig.1 Framework of the intelligent grinding monitoring system
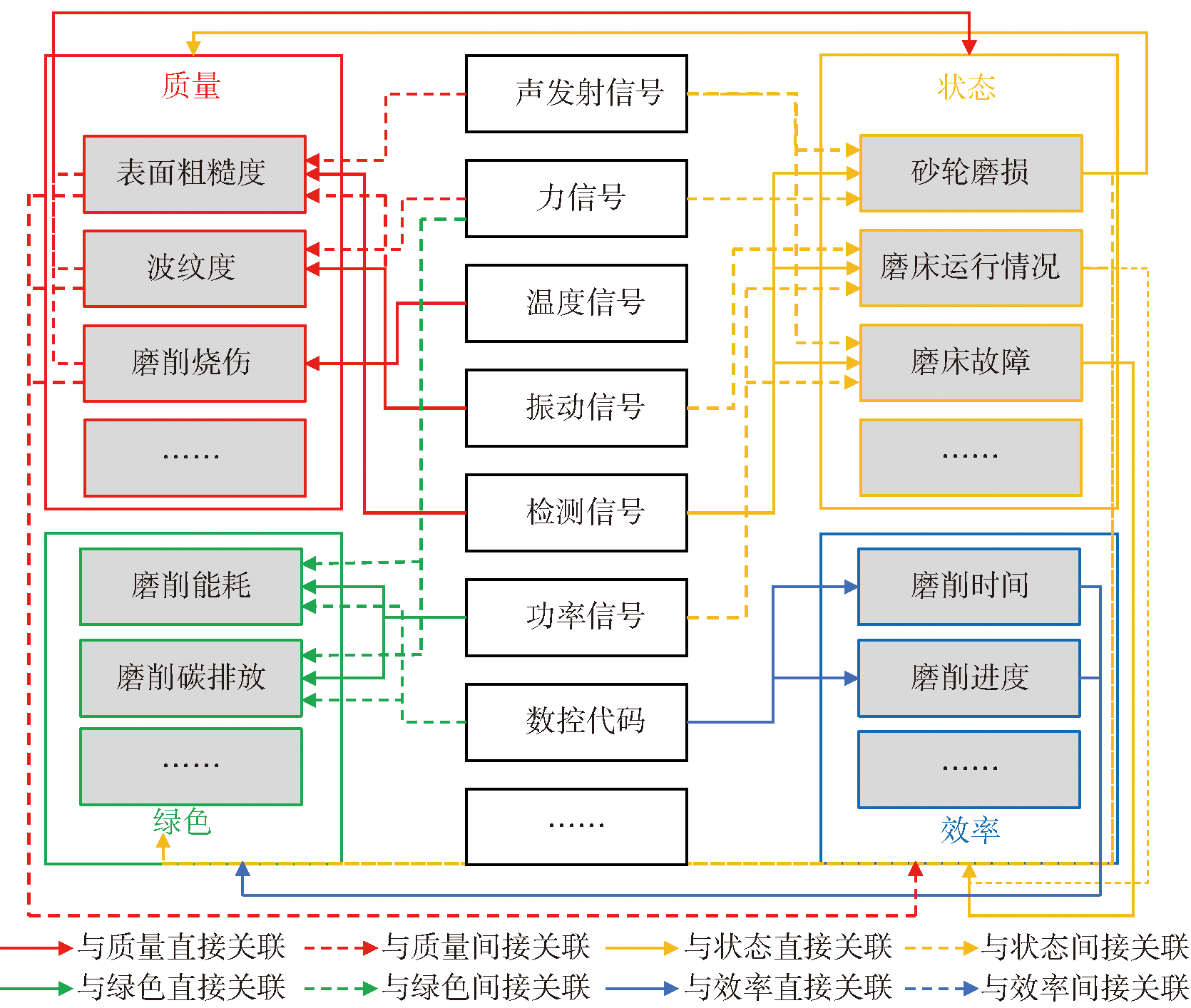
Fig.2 Multi-scale target integrated monitoring model for the grinding process
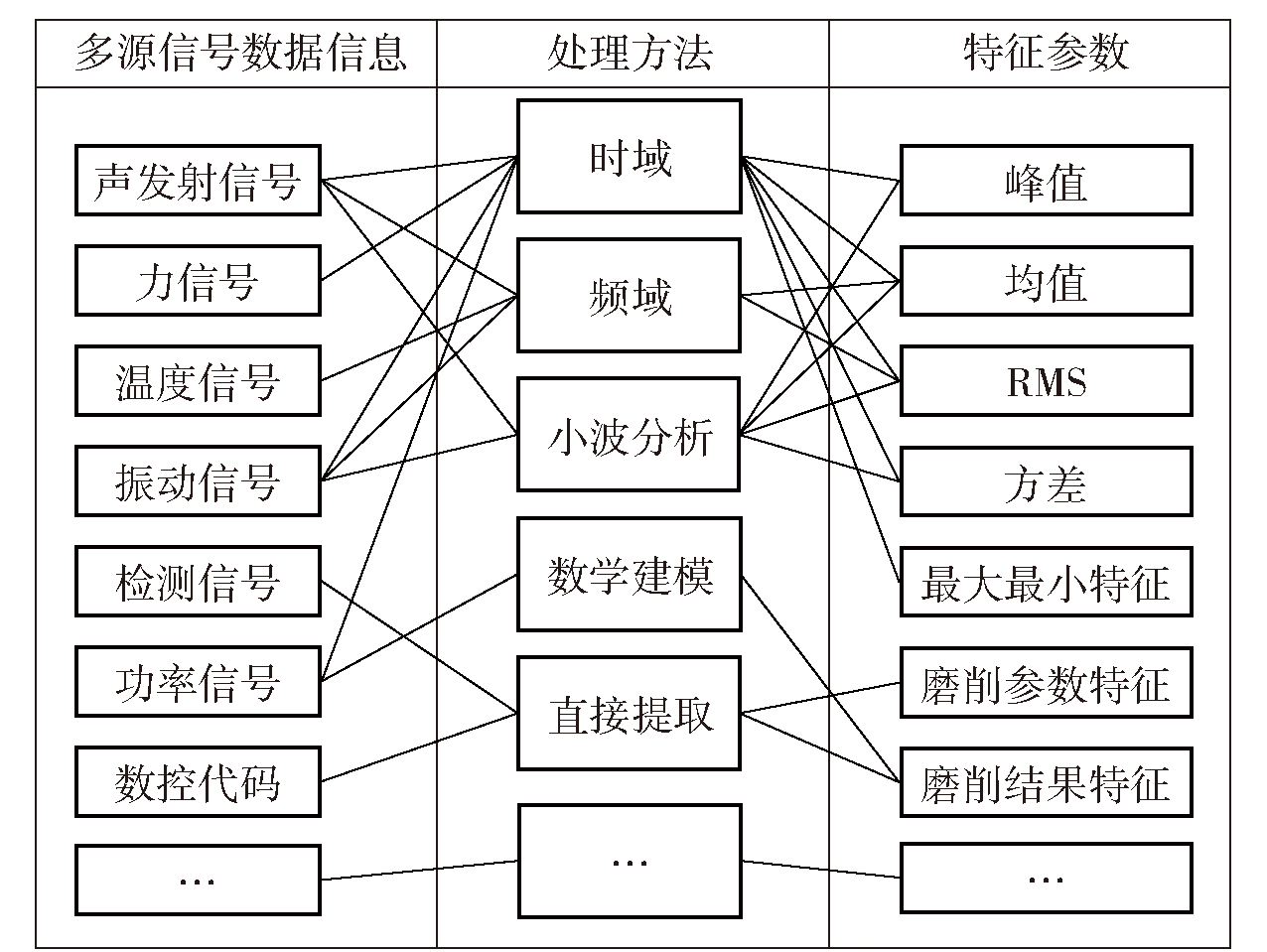
Fig.3 Feature parameter extraction and processing method of grinding state
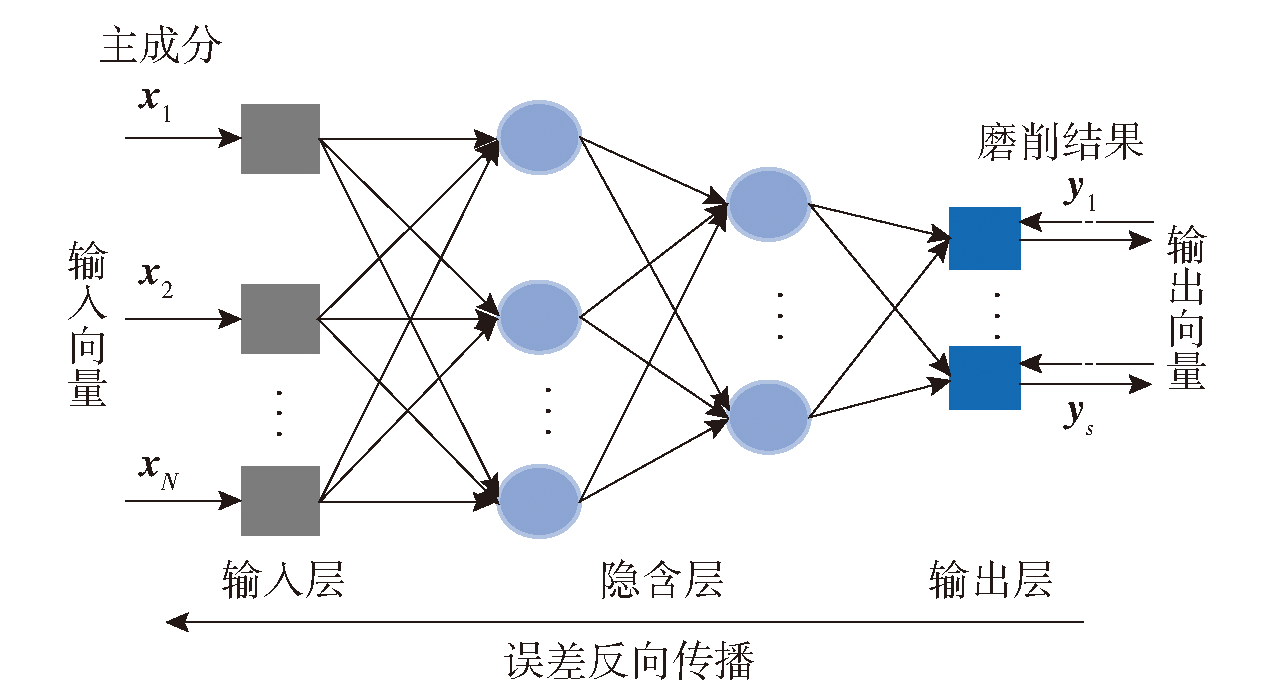
Fig.4 Neural network model of the grinding process
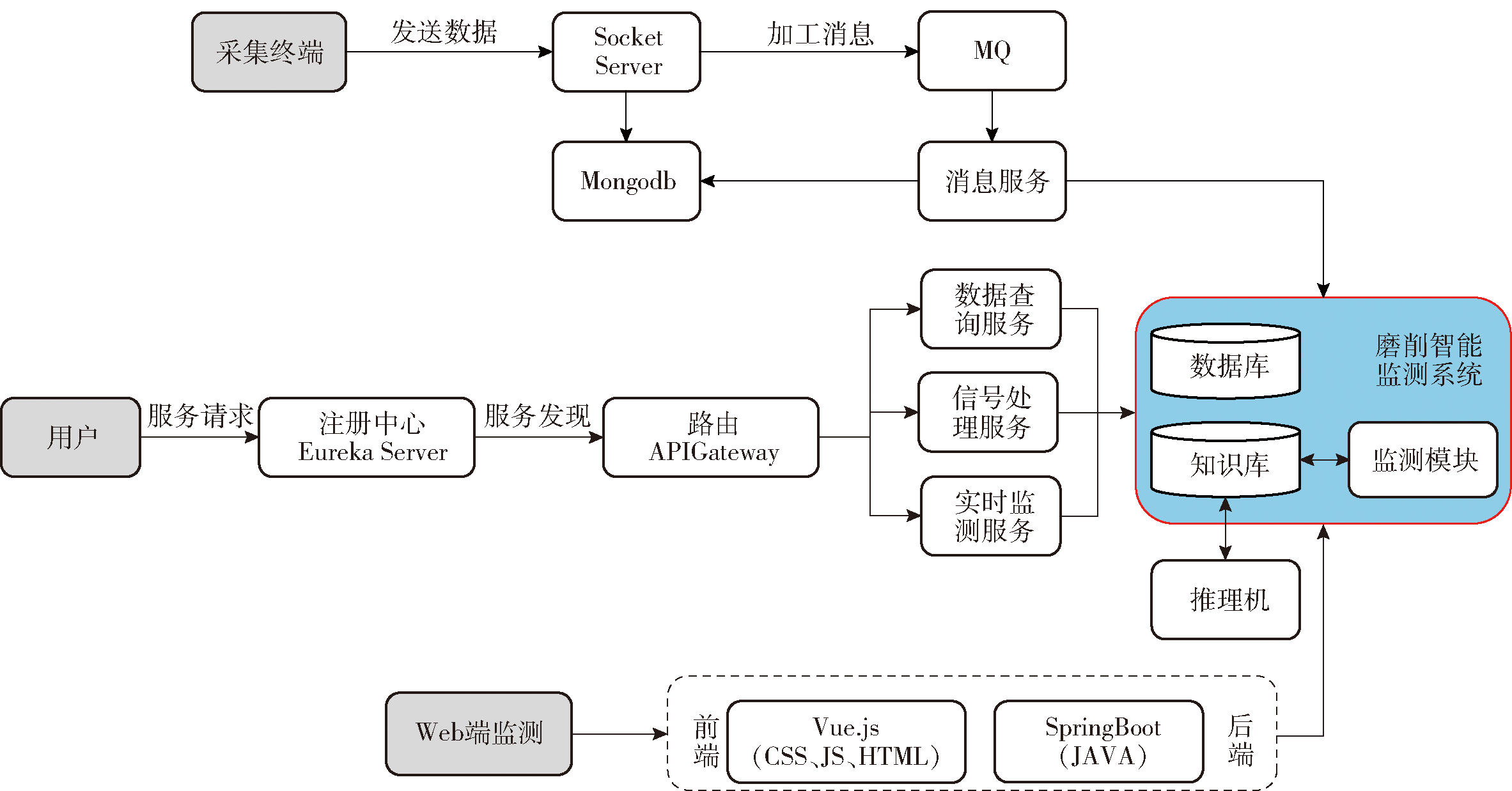
Fig.5 Technical roadmap of the intelligent grinding monitoring system
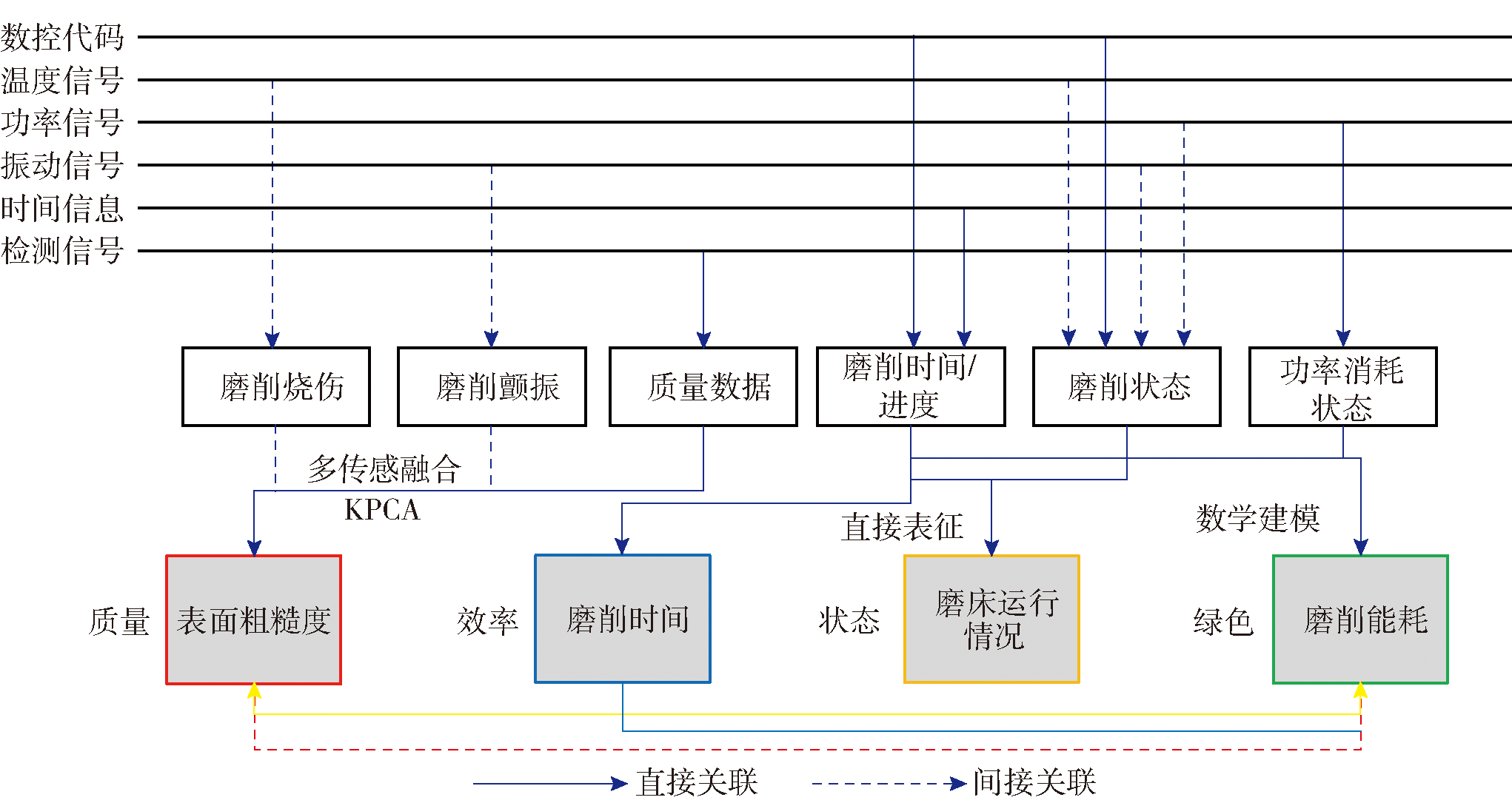
Fig.6 Multi-scale target correlation monitoring model for bearing ring grinding
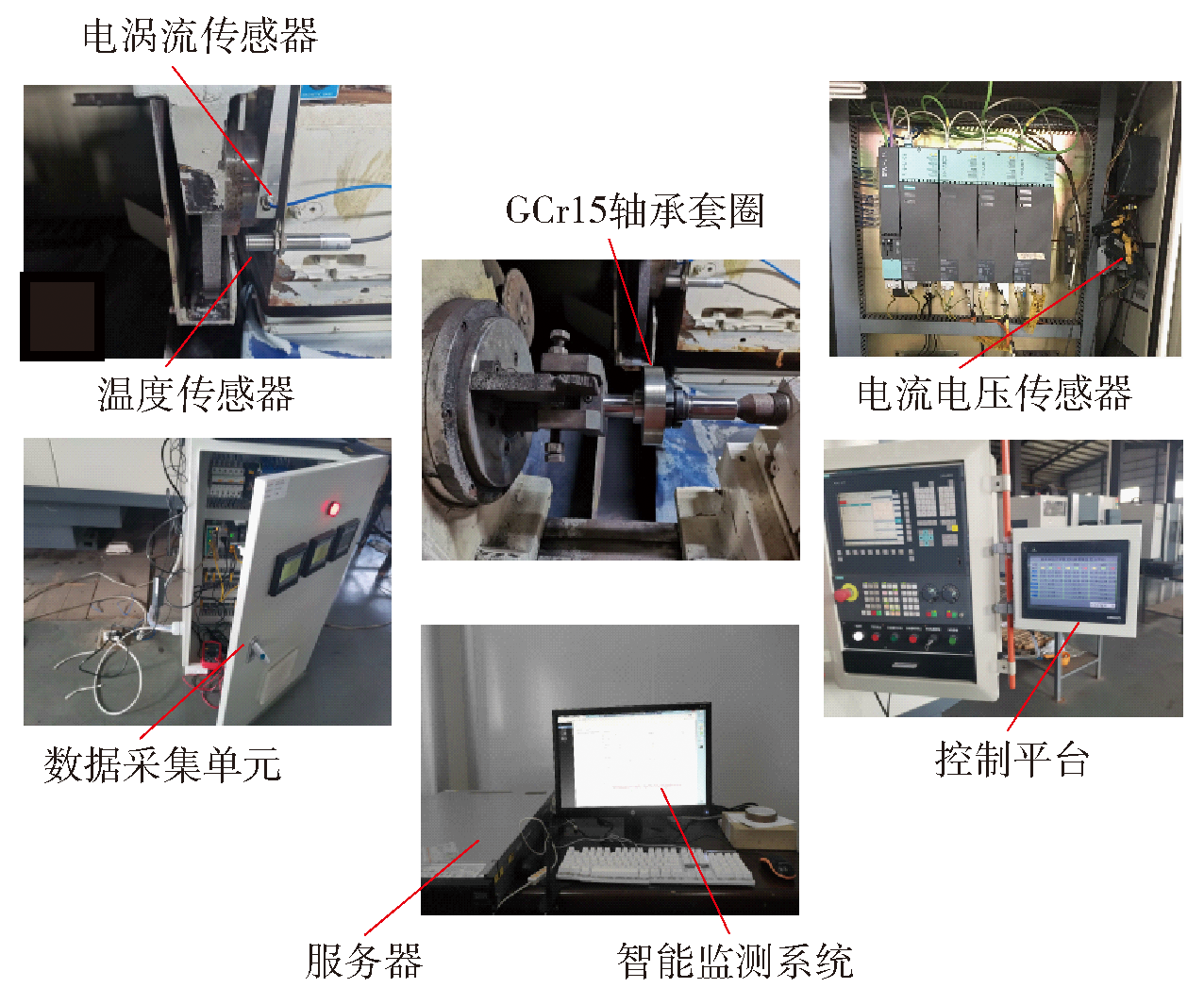
Fig.7 Grinding process data acquisition and monitoring platform
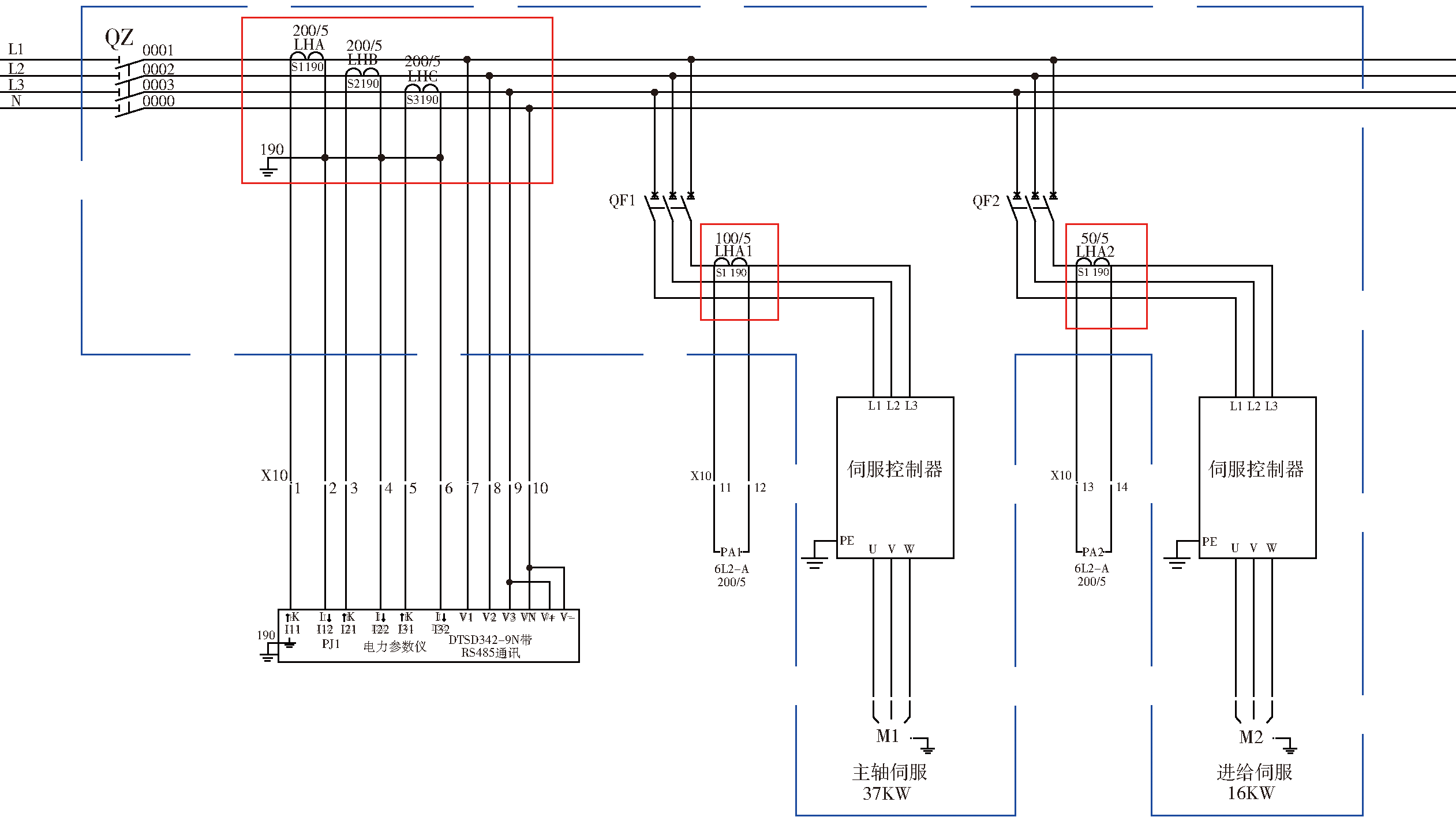
Fig.8 Electrical schematic diagram of the acquisition platform
| 序号 | 砂轮线速度/ (m·s-1) | 工件转速/ (r·min-1) | 磨削深度/ mm | 平均磨削功率/ W | 粗糙度/μm | 平均磨削温度/ ℃ | 磨削能耗 10-3/(kW·h) |
|---|---|---|---|---|---|---|---|
| 1 | 100 | 90 | 0.01 | 2112 | 0.374 | 276 | 77.96 |
| 2 | 100 | 90 | 0.02 | 2655 | 0.512 | 412 | 63.10 |
| 3 | 100 | 90 | 0.03 | 5211 | 0.605 | 664.5 | 58.22 |
| 4 | 100 | 90 | 0.04 | 7556 | 0.698 | 848.5 | 55.58 |
| 5 | 100 | 90 | 0.05 | 8499 | 0.952 | 906.5 | 53.44 |
| 6 | 100 | 30 | 0.03 | 2434 | 0.346 | 654 | 81.88 |
| 7 | 100 | 60 | 0.03 | 2644 | 0.431 | 660 | 63.77 |
| 8 | 100 | 120 | 0.03 | 6756 | 0.461 | 676 | 54.79 |
| 9 | 100 | 150 | 0.03 | 7914 | 0.544 | 687 | 52.78 |
| 10 | 60 | 90 | 0.03 | 3643 | 0.776 | 603.3 | 52.33 |
| …… |
Table 1 Part of the monitoring and collection data
| 序号 | 砂轮线速度/ (m·s-1) | 工件转速/ (r·min-1) | 磨削深度/ mm | 平均磨削功率/ W | 粗糙度/μm | 平均磨削温度/ ℃ | 磨削能耗 10-3/(kW·h) |
|---|---|---|---|---|---|---|---|
| 1 | 100 | 90 | 0.01 | 2112 | 0.374 | 276 | 77.96 |
| 2 | 100 | 90 | 0.02 | 2655 | 0.512 | 412 | 63.10 |
| 3 | 100 | 90 | 0.03 | 5211 | 0.605 | 664.5 | 58.22 |
| 4 | 100 | 90 | 0.04 | 7556 | 0.698 | 848.5 | 55.58 |
| 5 | 100 | 90 | 0.05 | 8499 | 0.952 | 906.5 | 53.44 |
| 6 | 100 | 30 | 0.03 | 2434 | 0.346 | 654 | 81.88 |
| 7 | 100 | 60 | 0.03 | 2644 | 0.431 | 660 | 63.77 |
| 8 | 100 | 120 | 0.03 | 6756 | 0.461 | 676 | 54.79 |
| 9 | 100 | 150 | 0.03 | 7914 | 0.544 | 687 | 52.78 |
| 10 | 60 | 90 | 0.03 | 3643 | 0.776 | 603.3 | 52.33 |
| …… |
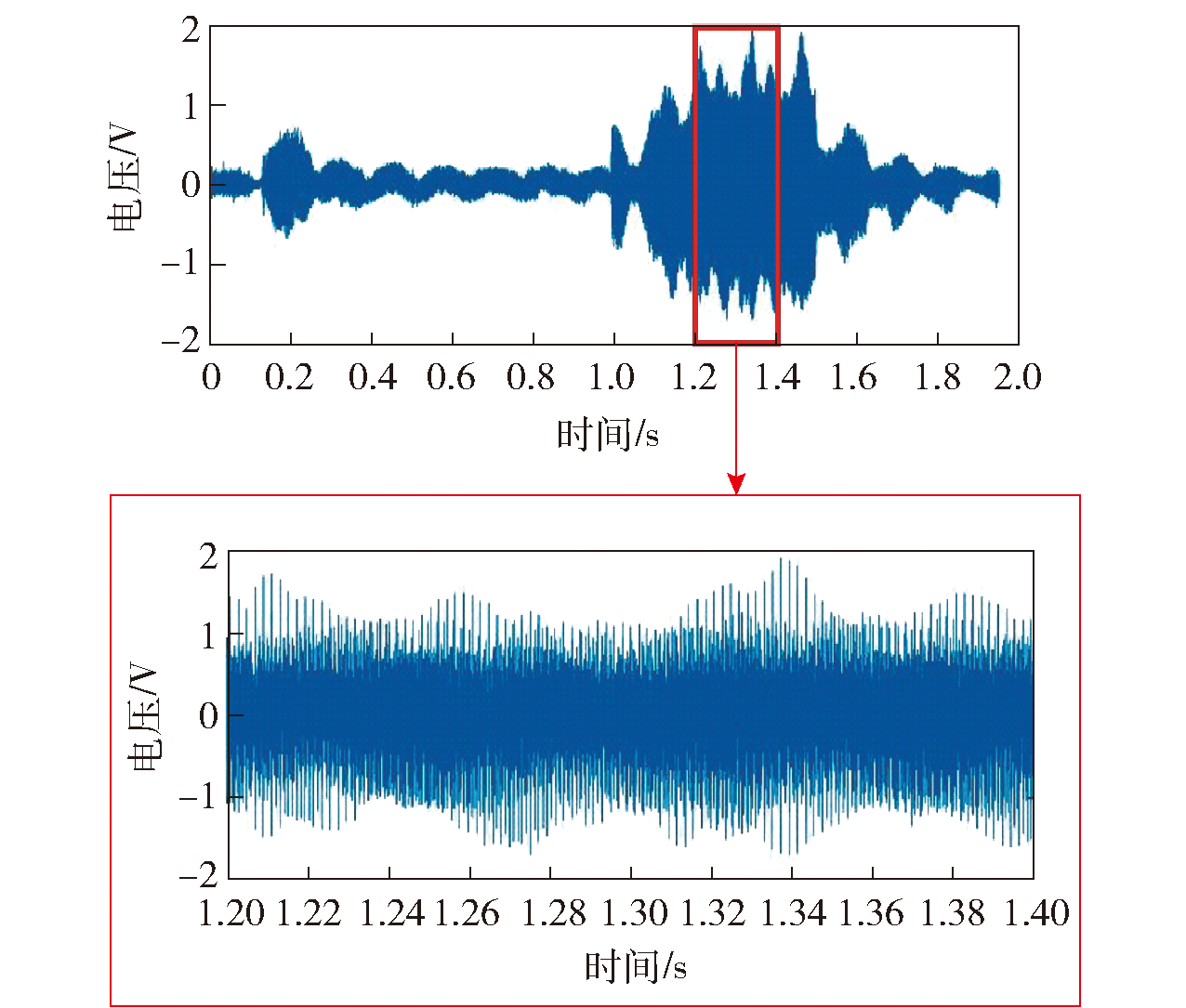
Fig.9 Vibration signals of each single grind
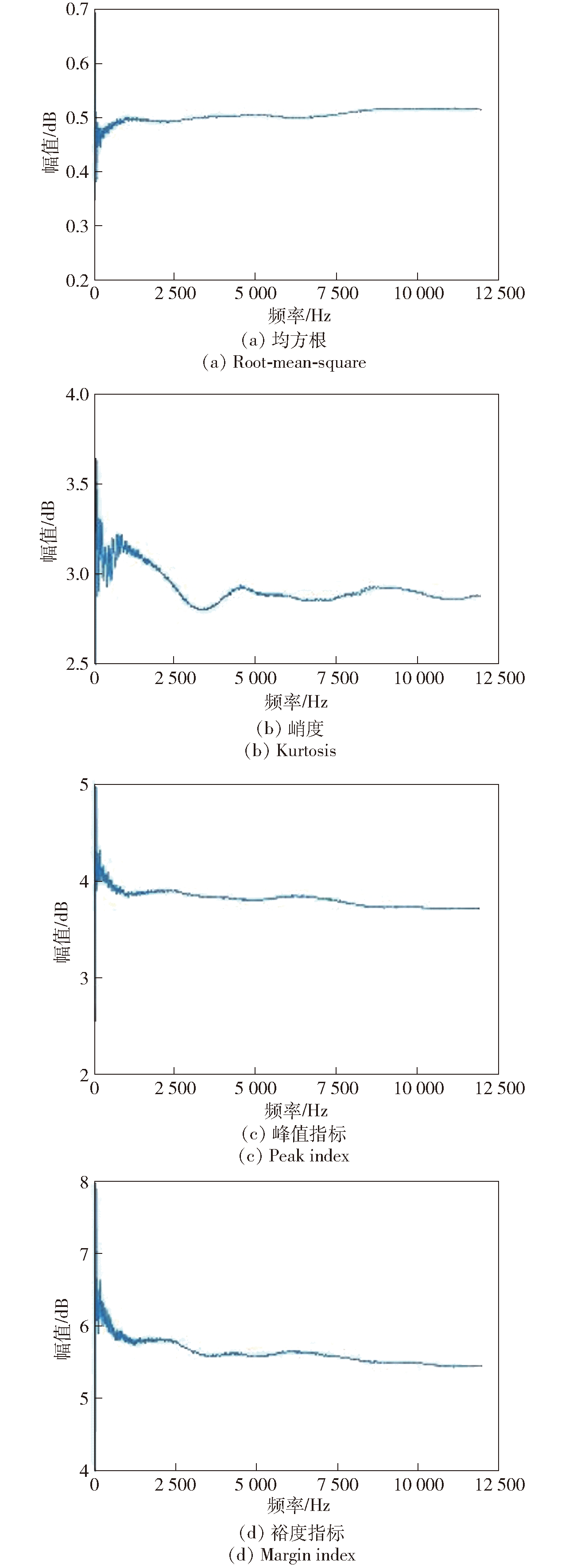
Fig.10 Real-time chart of statistical characteristics of time-domain vibration signals

Fig.11 Time-frequency domain analysis and real-time graphs of statistical characteristics of frequency-domain vibration signals
| 变量 | 特征参数值 | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | … | |
| VAR01 | 0.048 7 | 0.252 | 0.432 | 0.389 5 | 0.571 | |
| VAR02 | 2.678 1 | 2.706 | 2.544 2 | 2.903 4 | 2.548 4 | |
| VAR03 | 3.359 1 | 2.898 5 | 2.702 1 | 2.845 3 | 2.651 4 | |
| VAR04 | 4.860 8 | 4.179 3 | 3.758 1 | 4.047 5 | 3.661 1 | |
| VAR05 | 806.3 | 969.7 | 969 | 888.8 | 969 | |
| VAR06 | 301 | 423 | 690 | 856 | 922 | |
| VAR07 | 251 | 401 | 639 | 841 | 891 | |
| VAR08 | 276 | 412 | 664.5 | 848.5 | 906.5 | … |
| VAR09 | 2 212 | 2 755 | 5 311 | 7 656 | 8 599 | |
| VAR10 | 2 012 | 2 555 | 5 111 | 7 456 | 8 399 | |
| VAR11 | 2 112 | 2 655 | 5 211 | 7 556 | 8 499 | |
| VAR12 | 77.96 | 63.10 | 58.22 | 55.58 | 53.44 | |
| VAR13 | 100 | 100 | 100 | 100 | 100 | |
| VAR14 | 90 | 90 | 90 | 90 | 90 | |
| VAR15 | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | |
Table 2 Feature parameter collection results
| 变量 | 特征参数值 | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | … | |
| VAR01 | 0.048 7 | 0.252 | 0.432 | 0.389 5 | 0.571 | |
| VAR02 | 2.678 1 | 2.706 | 2.544 2 | 2.903 4 | 2.548 4 | |
| VAR03 | 3.359 1 | 2.898 5 | 2.702 1 | 2.845 3 | 2.651 4 | |
| VAR04 | 4.860 8 | 4.179 3 | 3.758 1 | 4.047 5 | 3.661 1 | |
| VAR05 | 806.3 | 969.7 | 969 | 888.8 | 969 | |
| VAR06 | 301 | 423 | 690 | 856 | 922 | |
| VAR07 | 251 | 401 | 639 | 841 | 891 | |
| VAR08 | 276 | 412 | 664.5 | 848.5 | 906.5 | … |
| VAR09 | 2 212 | 2 755 | 5 311 | 7 656 | 8 599 | |
| VAR10 | 2 012 | 2 555 | 5 111 | 7 456 | 8 399 | |
| VAR11 | 2 112 | 2 655 | 5 211 | 7 556 | 8 499 | |
| VAR12 | 77.96 | 63.10 | 58.22 | 55.58 | 53.44 | |
| VAR13 | 100 | 100 | 100 | 100 | 100 | |
| VAR14 | 90 | 90 | 90 | 90 | 90 | |
| VAR15 | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | |
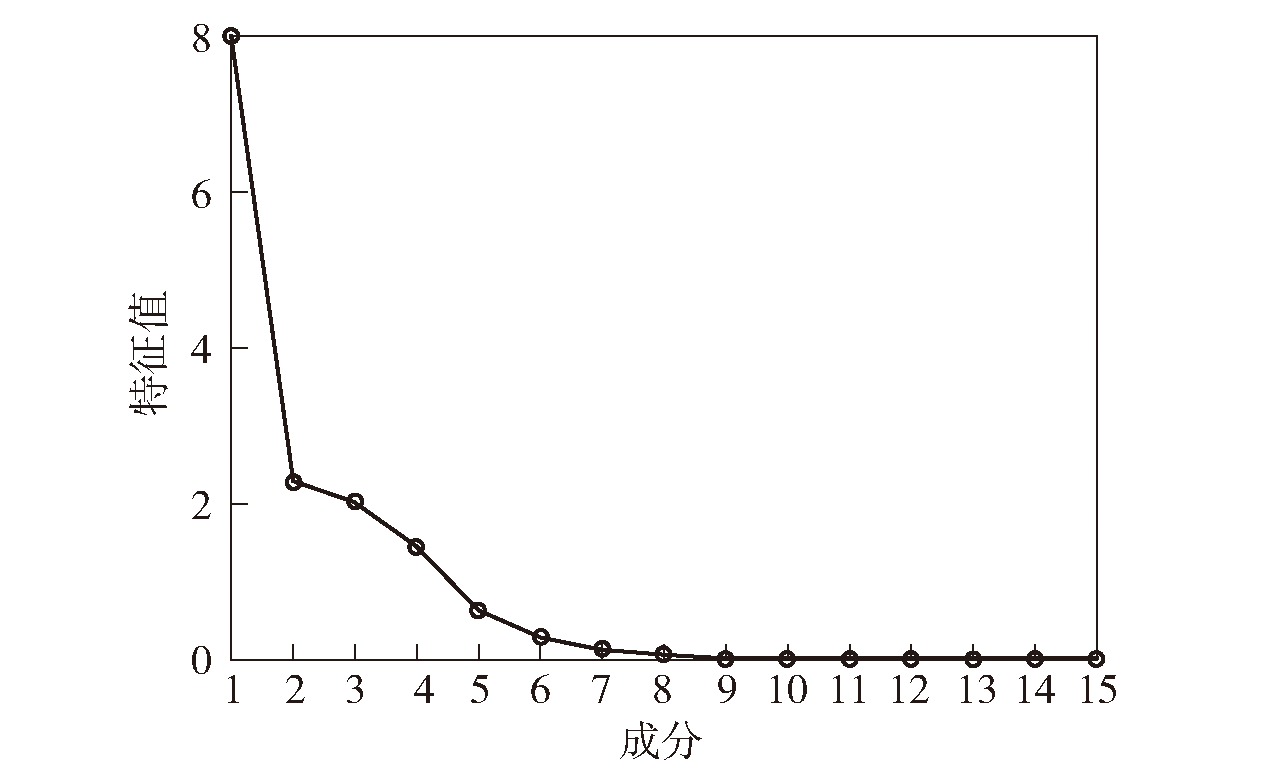
Fig.12 Scree plotof main eigenvalues
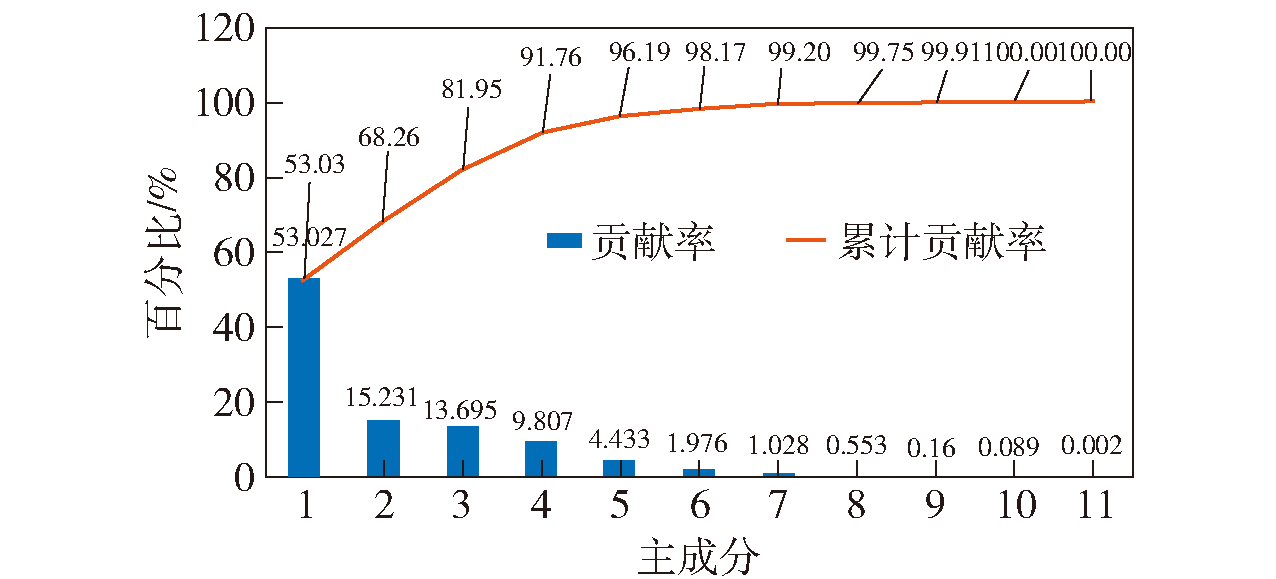
Fig.13 Contribution of each principal component and the cumulative contribution rate curve
| 变量 | 主成分1 | 主成分2 | 主成分3 |
|---|---|---|---|
| VAR01 | 0.796 | 0.183 | -0.164 |
| VAR02 | -0.336 | 0.645 | 0.422 |
| VAR03 | -0.574 | 0.716 | 0.001 |
| VAR04 | -0.586 | 0.713 | 0.006 |
| VAR05 | 0.328 | -0.574 | 0.443 |
| VAR06 | 0.893 | 0.152 | 0.392 |
| VAR07 | 0.893 | 0.152 | 0.392 |
| VAR08 | 0.893 | 0.152 | 0.392 |
| VAR09 | 0.910 | 0.224 | -0.290 |
| VAR10 | 0.910 | 0.224 | -0.290 |
| VAR11 | 0.910 | 0.224 | -0.290 |
| VAR12 | -0.778 | 0.095 | 0.168 |
| VAR13 | 0.068 | 0.398 | -0.552 |
| VAR14 | 0.448 | -0.200 | -0.671 |
| VAR15 | 0.861 | 0.238 | 0.397 |
Table 3 Principal component matrix
| 变量 | 主成分1 | 主成分2 | 主成分3 |
|---|---|---|---|
| VAR01 | 0.796 | 0.183 | -0.164 |
| VAR02 | -0.336 | 0.645 | 0.422 |
| VAR03 | -0.574 | 0.716 | 0.001 |
| VAR04 | -0.586 | 0.713 | 0.006 |
| VAR05 | 0.328 | -0.574 | 0.443 |
| VAR06 | 0.893 | 0.152 | 0.392 |
| VAR07 | 0.893 | 0.152 | 0.392 |
| VAR08 | 0.893 | 0.152 | 0.392 |
| VAR09 | 0.910 | 0.224 | -0.290 |
| VAR10 | 0.910 | 0.224 | -0.290 |
| VAR11 | 0.910 | 0.224 | -0.290 |
| VAR12 | -0.778 | 0.095 | 0.168 |
| VAR13 | 0.068 | 0.398 | -0.552 |
| VAR14 | 0.448 | -0.200 | -0.671 |
| VAR15 | 0.861 | 0.238 | 0.397 |
| 序号 | 主成分1 | 主成分2 | 主成分3 | 表面粗 糙度 |
|---|---|---|---|---|
| 1 | 6750.468501 | 1119.119533 | -1257.007155 | 0.374 |
| 2 | 8663.180778 | 1450.070456 | -1499.612975 | 0.512 |
| 3 | 16321.64048 | 3282.270756 | -3427.619328 | 0.605 |
| 4 | 23191.77689 | 4988.333942 | -5287.193 | 0.698 |
| 5 | 25950.13685 | 5601.631229 | -6004.405625 | 0.952 |
| 6 | 8639.532192 | 1472.864529 | -1014.857779 | 0.346 |
| 7 | 9257.471497 | 1607.833918 | -1214.045506 | 0.431 |
| 8 | 20559.54117 | 4366.144181 | -4814.358232 | 0.461 |
| 9 | 23792.41894 | 5096.352218 | -5793.965651 | 0.544 |
| 10 | 11877.06097 | 2186.756786 | -2114.50838 | 0.776 |
| …… |
Table 4 Principal components and surface roughness values
| 序号 | 主成分1 | 主成分2 | 主成分3 | 表面粗 糙度 |
|---|---|---|---|---|
| 1 | 6750.468501 | 1119.119533 | -1257.007155 | 0.374 |
| 2 | 8663.180778 | 1450.070456 | -1499.612975 | 0.512 |
| 3 | 16321.64048 | 3282.270756 | -3427.619328 | 0.605 |
| 4 | 23191.77689 | 4988.333942 | -5287.193 | 0.698 |
| 5 | 25950.13685 | 5601.631229 | -6004.405625 | 0.952 |
| 6 | 8639.532192 | 1472.864529 | -1014.857779 | 0.346 |
| 7 | 9257.471497 | 1607.833918 | -1214.045506 | 0.431 |
| 8 | 20559.54117 | 4366.144181 | -4814.358232 | 0.461 |
| 9 | 23792.41894 | 5096.352218 | -5793.965651 | 0.544 |
| 10 | 11877.06097 | 2186.756786 | -2114.50838 | 0.776 |
| …… |

Fig.14 Neural network training process and training results
| 时间 节点 | 磨削参数 | 监测结果 | 实际结果 | ||||
|---|---|---|---|---|---|---|---|
| 运行(磨削) 时间/s | 磨床能耗/ (10-3 kW·h) | 磨削状态 | 表面粗糙度/ μm | 磨削状态 | 表面粗糙度/ μm | ||
| 1 | 20 | 7.61 | 启动 | 启动 | |||
| 2 | 55 | 149.76 | 待机 | 待机 | |||
| 3 | vs=80m/s;nw=90r/min | 12 | 42.41 | 空载 | 空载 | ||
| 4 | vs=80m/s;nw=90r/min;ap=0.04mm | 8 | 31.54 | 磨削 | 0.690 | 磨削 | 0.732 |
| 5 | vs=120m/s;nw=120r/min | 12 | 45.98 | 空载 | 空载 | ||
| 6 | vs=120m/s;nw=120r/min;ap=0.01mm | 6 | 27.67 | 磨削 | 0.519 | 磨削 | 0.553 |
| 7 | vs=120m/s;nw=120r/min | 10 | 38.32 | 空载 | 空载 | ||
| 8 | 5 | 13.62 | 待机 | 待机 | |||
| 9 | 0 | 0 | 关机 | 关机 | |||
Table 5 Monitoring results
| 时间 节点 | 磨削参数 | 监测结果 | 实际结果 | ||||
|---|---|---|---|---|---|---|---|
| 运行(磨削) 时间/s | 磨床能耗/ (10-3 kW·h) | 磨削状态 | 表面粗糙度/ μm | 磨削状态 | 表面粗糙度/ μm | ||
| 1 | 20 | 7.61 | 启动 | 启动 | |||
| 2 | 55 | 149.76 | 待机 | 待机 | |||
| 3 | vs=80m/s;nw=90r/min | 12 | 42.41 | 空载 | 空载 | ||
| 4 | vs=80m/s;nw=90r/min;ap=0.04mm | 8 | 31.54 | 磨削 | 0.690 | 磨削 | 0.732 |
| 5 | vs=120m/s;nw=120r/min | 12 | 45.98 | 空载 | 空载 | ||
| 6 | vs=120m/s;nw=120r/min;ap=0.01mm | 6 | 27.67 | 磨削 | 0.519 | 磨削 | 0.553 |
| 7 | vs=120m/s;nw=120r/min | 10 | 38.32 | 空载 | 空载 | ||
| 8 | 5 | 13.62 | 待机 | 待机 | |||
| 9 | 0 | 0 | 关机 | 关机 | |||
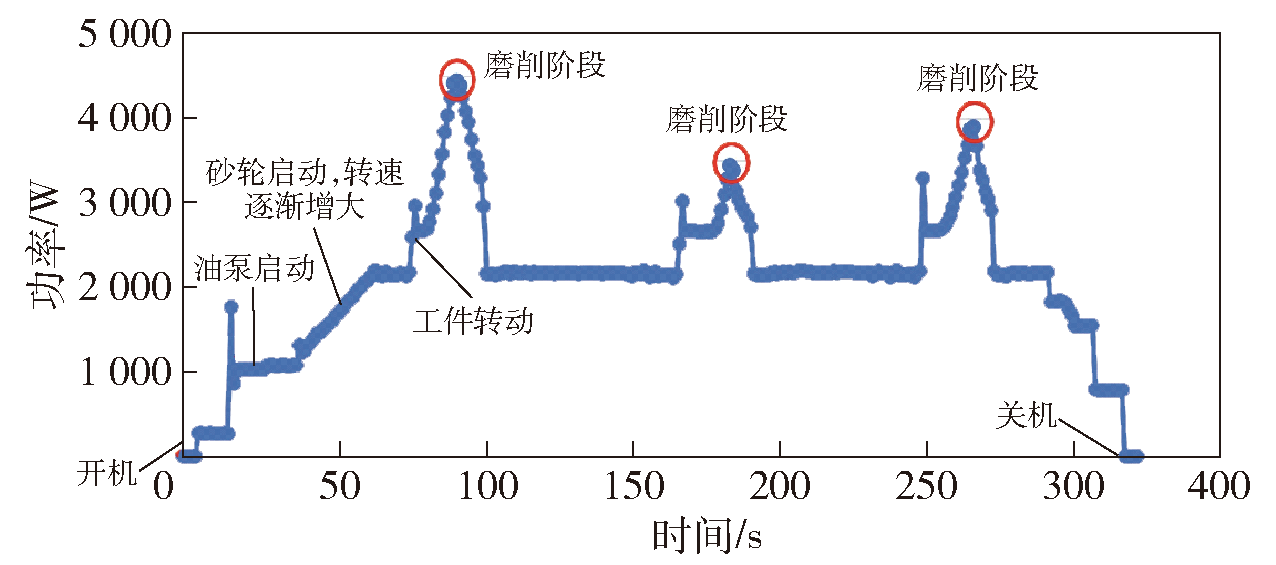
Fig.15 State monitoring of the grinding machine based on grinding power
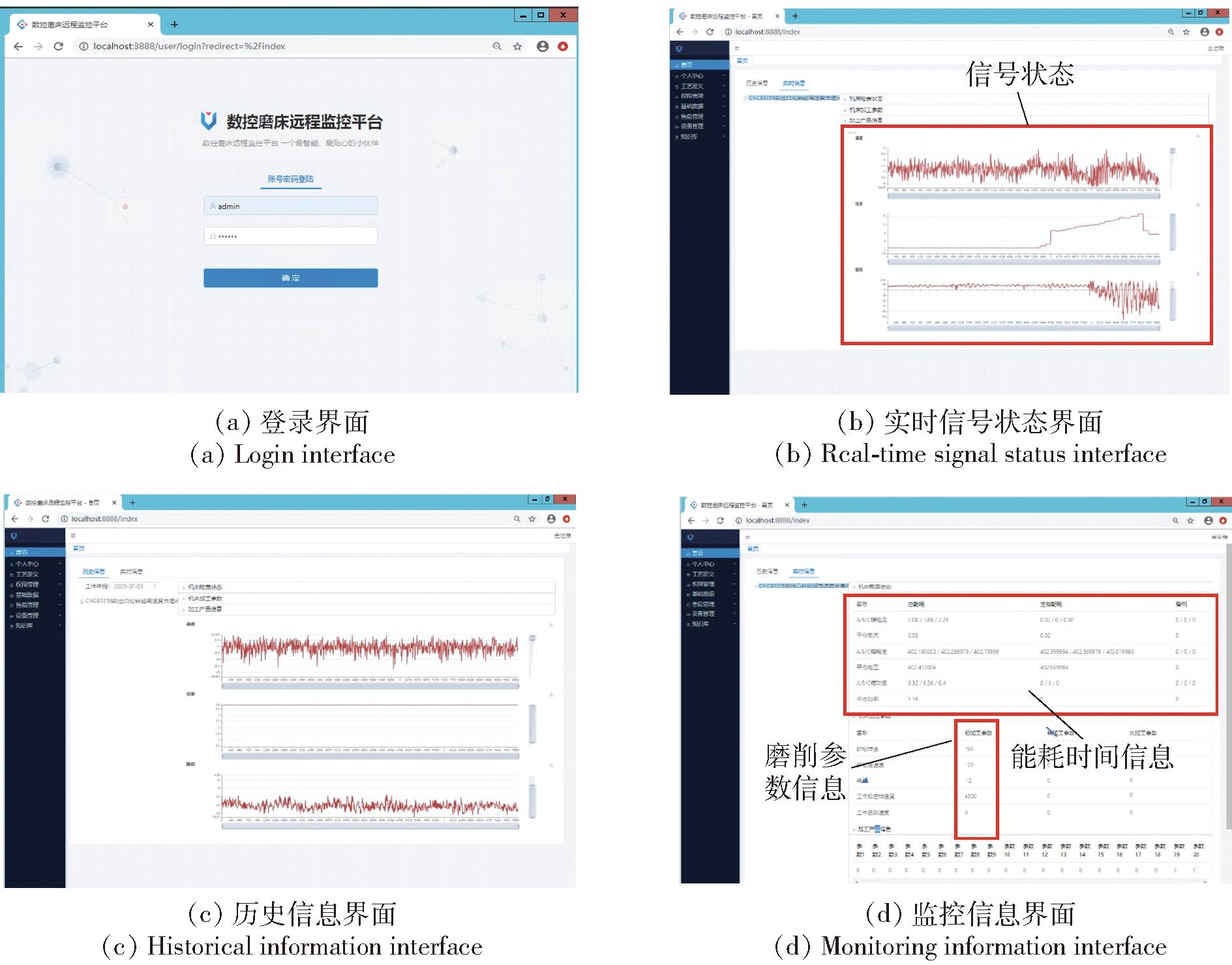
Fig.16 Interface of the grinding monitoring system
| [1] |
doi: 10.1016/j.jmapro.2020.09.018 URL |
| [2] |
周昊飞, 刘玉敏. 基于深度置信网络的大数据制造过程实时智能监控[J]. 中国机械工程, 2018, 29(10):1201-1207,1213.
|
|
|
|
| [3] |
doi: 10.3103/S1068798X13010115 URL |
| [4] |
林峰, 焦慧锋, 傅建中. 基于贝叶斯网络的平面磨削状态智能监测技术研究[J]. 中国机械工程, 2011, 22(11): 1269-1273.
|
|
|
|
| [5] |
doi: 10.1016/j.measurement.2019.05.079 URL |
| [6] |
姜晨, 李郝林. 基于声发射信号的精密外圆切入磨削时间评估算法及试验研究[J]. 机械工程学报, 2014, 50(5):194-200.
|
|
|
|
| [7] |
doi: 10.1016/j.promfg.2018.07.080 URL |
| [8] |
朱欢欢, 迟玉伦, 闻章, 等. 断续磨削表面烧伤机理与在线监测方法研究[J]. 表面技术, 2021, 50(9):1-16.
|
|
|
|
| [9] |
doi: 10.1504/IJMTM.2007.014148 URL |
| [10] |
doi: 10.1016/j.jmapro.2017.11.014 URL |
| [11] |
doi: 10.1016/j.jmapro.2017.05.002 URL |
| [12] |
赵飞, 梅雪松, 李光东, 等. 数控成型磨齿机加工误差在线监测及补偿[J]. 机械工程学报, 2013, 49(1):171-177.
|
|
|
|
| [13] |
doi: 10.1016/j.precisioneng.2018.09.018 URL |
| [14] |
doi: 10.1186/s10033-019-0420-0 |
| [15] |
doi: 10.4028/www.scientific.net/AMR.1136 URL |
| [16] |
doi: 10.1016/j.promfg.2018.01.014 URL |
| [17] |
毕果, 汤期林, 王振忠, 等. 精密磨削机床智能监测系统开发与应用[J]. 航空制造技术, 2019, 62(6):32-40.
|
|
|
|
| [18] |
doi: 10.1016/j.precisioneng.2021.01.009 URL |
| [19] |
|
| [20] |
郭维诚, 李蓓智, 杨建国, 等. 磨削过程信号监测与砂轮磨损预测模型构建[J]. 上海交通大学学报, 2019, 53(12):1475-1481.
|
|
|
|
| [21] |
doi: 10.1016/j.jmapro.2019.12.034 URL |
| [22] |
袁广超, 鲍劲松, 郑小虎, 等. 基于CNC实时监测数据驱动方法的钛合金高速铣削刀具寿命预测[J]. 中国机械工程, 2018, 29(4):457-462,470.
|
|
|
|
| [23] |
|
| [24] |
doi: 10.1016/j.procir.2018.03.085 URL |
| [25] |
陈鹏, 刘飞, 宁俊锋. 机械加工自动生产线多目标监控集成模型及其应用[J] 计算机集成制造系统, 2017, 23(3):473-481.
|
|
|
|
| [26] |
李恒, 叶祖坤, 查文彬, 等. 基于多传感器信息决策级融合的刀具磨损在线监测[J]. 兵工学报, 2021, 42(9):2024-2031.
doi: 10.3969/j.issn.1000-1093.2021.09.023 |
|
doi: 10.3969/j.issn.1000-1093.2021.09.023 |
|
| [27] |
朱宏波. 基于多传感器信息融合的数控机床状态监测系统[D]. 北京: 北京邮电大学, 2019.
|
|
|
|
| [28] |
|
| [29] |
吕黎曙, 邓朝晖, 刘涛, 等. 面向清洁生产的磨削工艺方案多层多目标优化模型及应用[J]. 中国机械工程, 2022, 33(5):589-599.
|
|
|
| No related articles found! |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||