
Responsible Institution: China Association for Science and Technology
Sponsor: China Ordnance Society
ISSN 1000-1093 CN 11-2176/TJ
Sponsor: China Ordnance Society
ISSN 1000-1093 CN 11-2176/TJ
Acta Armamentarii ›› 2025, Vol. 46 ›› Issue (3): 240017-.doi: 10.12382/bgxb.2024.0017
Previous Articles Next Articles
WANG Lei1,2, DU Shaofeng2, LI Hongxing3, LIU Gang1, ZHANG Lei2, PENG Yong1,*( )
)
Received:2024-01-04
Online:2024-04-13
Contact:
PENG Yong
CLC Number:
WANG Lei, DU Shaofeng, LI Hongxing, LIU Gang, ZHANG Lei, PENG Yong. Simulation Research on Deformation Laws of a Titanium Alloy Skin-skeleton Structure during Laser Beam Welding[J]. Acta Armamentarii, 2025, 46(3): 240017-.
Add to citation manager EndNote|Ris|BibTeX

Fig.1 Skin-skeleton structure
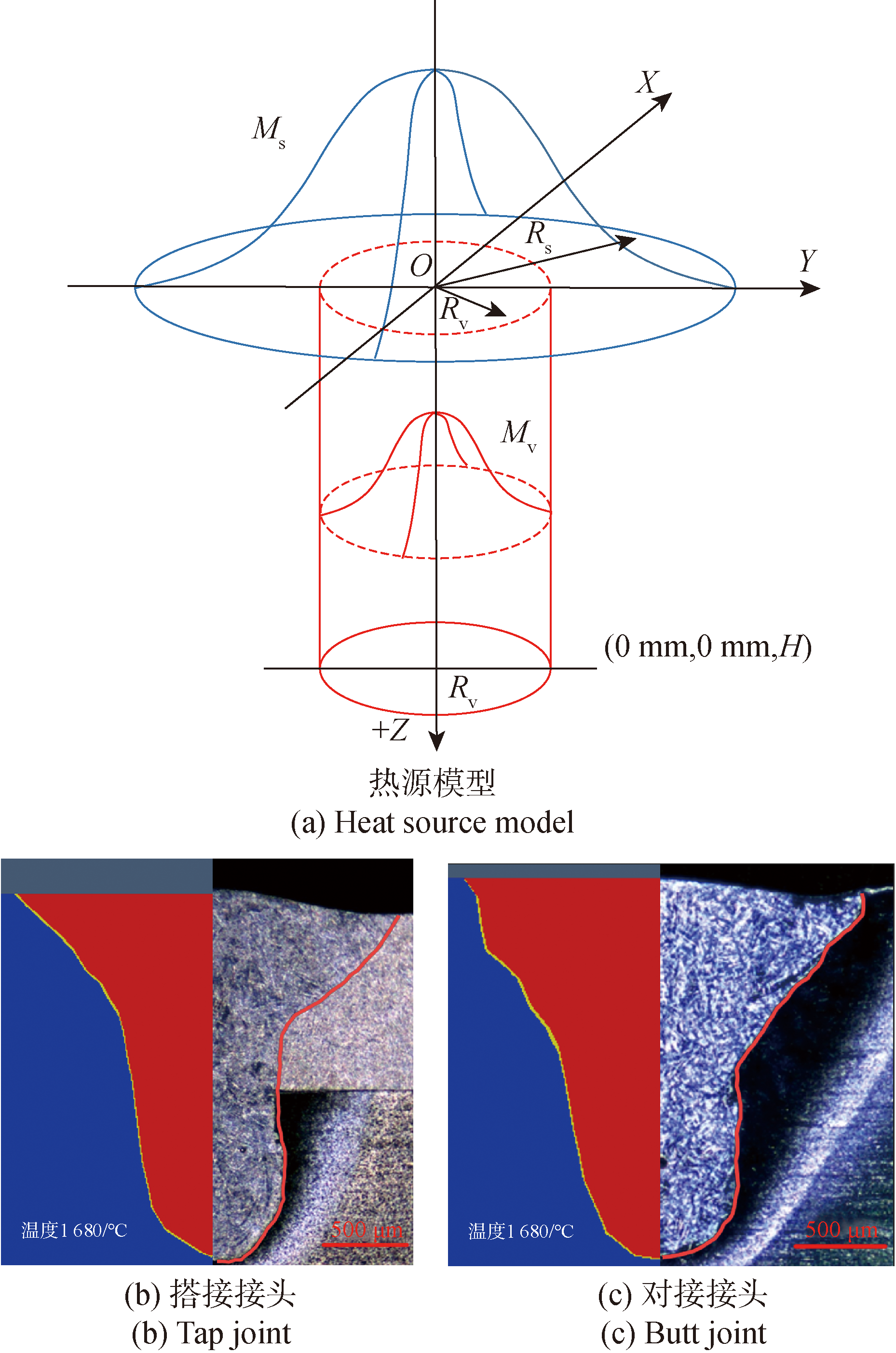
Fig.2 Gaussian surface-cylinder composite heat source model and comparison of welding joint results
| 焊缝 编号 | 接头 类型 | 激光功 率/W | 焊接速度/ (m·s-1) | 离焦量/ mm | 保护气 流量/ (L·min-1) |
|---|---|---|---|---|---|
| 1~8 | 搭接 | 1200 | 0.025 | +2 | 25 |
| 9~12 | 焊接 | 1100 | 0.025 | +2 | 25 |
Table 1 Welding parameters.
| 焊缝 编号 | 接头 类型 | 激光功 率/W | 焊接速度/ (m·s-1) | 离焦量/ mm | 保护气 流量/ (L·min-1) |
|---|---|---|---|---|---|
| 1~8 | 搭接 | 1200 | 0.025 | +2 | 25 |
| 9~12 | 焊接 | 1100 | 0.025 | +2 | 25 |
| 热源参数 | 对接焊接热源 | 搭接焊接热源 |
|---|---|---|
| Rv/mm | 0.25 | 0.30 |
| H/mm | 1.9 | 2 |
| Mv | 0 | 0 |
| Rs/mm | 0.8 | 1.2 |
| Ms | 3 | 3 |
| 面热源分配系数a | 0.3 | 0.4 |
| 体热源分配系数b | 0.7 | 0.6 |
| 热源效率η | 0.85 | 0.8 |
Table 2 Geometric parameters of heat source model
| 热源参数 | 对接焊接热源 | 搭接焊接热源 |
|---|---|---|
| Rv/mm | 0.25 | 0.30 |
| H/mm | 1.9 | 2 |
| Mv | 0 | 0 |
| Rs/mm | 0.8 | 1.2 |
| Ms | 3 | 3 |
| 面热源分配系数a | 0.3 | 0.4 |
| 体热源分配系数b | 0.7 | 0.6 |
| 热源效率η | 0.85 | 0.8 |
| 温度/ ℃ | 热导率/ (W·℃-1·m-1) | 比热容/ (J·Kg-1·℃-1) | 杨氏模量/ GPa | 热膨胀系数/ (10-6·℃-1) |
|---|---|---|---|---|
| 20 | 8.7 | 534 | 120 | 8.800 |
| 100 | 9.7 | 546 | 117 | 8.897 |
| 200 | 10.2 | 588 | 109 | 8.998 |
| 300 | 10.9 | 628 | 100 | 9.089 |
| 400 | 12.2 | 670 | 95 | 9.197 |
| 500 | 13.8 | 712 | 92 | 9.299 |
| 600 | 15.1 | 755 | 79 | 9.494 |
| 700 | 16.8 | 838 | 69 | 9.697 |
| 800 | 18 | 880 | 53.8 | 9.697 |
| 1000 | 21.4 | 967 | 39.5 | 9.697 |
| 1200 | 21.4 | 981 | 30 | 9.697 |
| 1680 | 21.4 | 981 | 5.1 | 9.697 |
Table 3 Thermal physical properties of TA15 titanium alloy
| 温度/ ℃ | 热导率/ (W·℃-1·m-1) | 比热容/ (J·Kg-1·℃-1) | 杨氏模量/ GPa | 热膨胀系数/ (10-6·℃-1) |
|---|---|---|---|---|
| 20 | 8.7 | 534 | 120 | 8.800 |
| 100 | 9.7 | 546 | 117 | 8.897 |
| 200 | 10.2 | 588 | 109 | 8.998 |
| 300 | 10.9 | 628 | 100 | 9.089 |
| 400 | 12.2 | 670 | 95 | 9.197 |
| 500 | 13.8 | 712 | 92 | 9.299 |
| 600 | 15.1 | 755 | 79 | 9.494 |
| 700 | 16.8 | 838 | 69 | 9.697 |
| 800 | 18 | 880 | 53.8 | 9.697 |
| 1000 | 21.4 | 967 | 39.5 | 9.697 |
| 1200 | 21.4 | 981 | 30 | 9.697 |
| 1680 | 21.4 | 981 | 5.1 | 9.697 |

Fig.3 Thermal cycle curves

Fig.4 Comparison of calculated results of transient heat source model and thermal cycle curve model
| 焊接顺 序编号 | 焊接顺序 |
|---|---|
| 1 | A1→A2→A3→A4→A5→A6→A7→A8→B1→B2→B3→B4→B5→B6→B7→B8→B9→B10→B11→B12→A9→A10→A11→A12 |
| 2 | A6→A5→A3→A4→A1→A2→A7→A8→B6→B5→B3→B4→B1→B2→B7→B8→B9→B10→B11→B12→A9→A10→A11→A12 |
| 3 | A6→A5→A3→A4(反向)→A1→A2(反向)→A7→A8→B6→B5→B3→B4(反向)→B1→B2(反向)→B7→B8→B9→B10→B11→B12→A9→A10→A11→A12 |
Table 4 Welding sequences
| 焊接顺 序编号 | 焊接顺序 |
|---|---|
| 1 | A1→A2→A3→A4→A5→A6→A7→A8→B1→B2→B3→B4→B5→B6→B7→B8→B9→B10→B11→B12→A9→A10→A11→A12 |
| 2 | A6→A5→A3→A4→A1→A2→A7→A8→B6→B5→B3→B4→B1→B2→B7→B8→B9→B10→B11→B12→A9→A10→A11→A12 |
| 3 | A6→A5→A3→A4(反向)→A1→A2(反向)→A7→A8→B6→B5→B3→B4(反向)→B1→B2(反向)→B7→B8→B9→B10→B11→B12→A9→A10→A11→A12 |

Fig.5 Distribution maps of calculated stresses under welding sequences 1,2 and 3

Fig.6 Calculated deformations on Sides A and B under welding sequences 1,2 and 3

Fig.7 Calculated stress under welding sequence 4
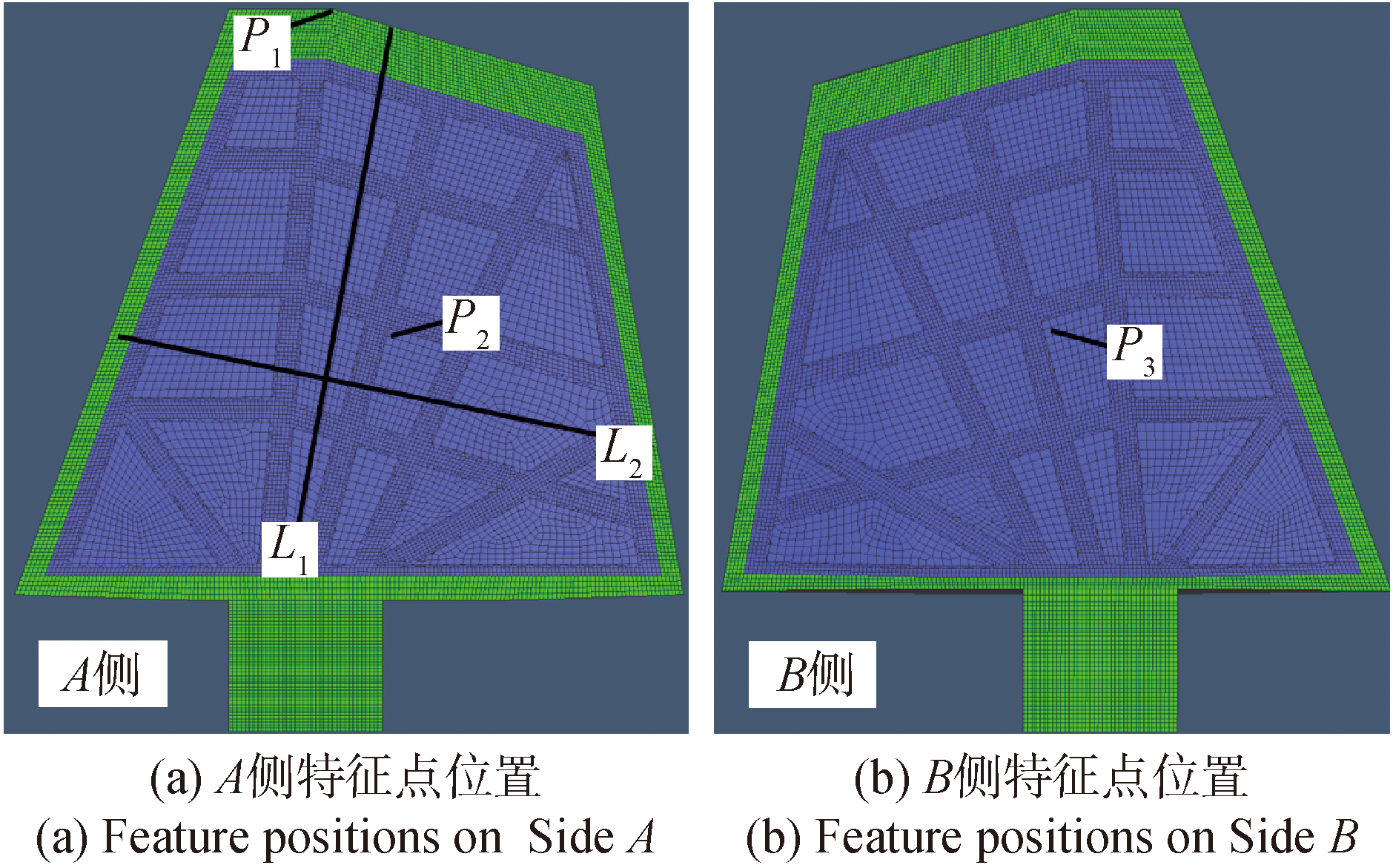
Fig.8 Feature lines and points on Sides A and B

Fig.9 Residual stresses along feature lines L1 and L2

Fig.10 Calculated deformations under the welding sequence 4

Fig.11 Welding deformations along L1 and L2

Fig.12 Welding deformations at feature points P1,P2 and P3 under welding sequences 1 and 4

Fig.13 Deformations at feature points under different welding sequences

Fig.14 Measurement diagram of welding deformation
| 焊接顺序 | 特征点 | 实验变形/mm | 计算变形/mm | 误差/% |
|---|---|---|---|---|
| 焊接顺序1 | P1 | -0.188 | -0.168 | 10.6 |
| P2 | 0.196 | 0.178 | 9.2 | |
| P3 | 0.222 | 0.198 | 10.8 | |
| 焊接顺序4 | P1 | -0.063 | -0.066 | 4.8 |
| P2 | -0.025 | -0.028 | 12.0 | |
| P3 | 0.024 | 0.0210 | 12.5 |
Table 5 Comparisons of experimental and calculated results
| 焊接顺序 | 特征点 | 实验变形/mm | 计算变形/mm | 误差/% |
|---|---|---|---|---|
| 焊接顺序1 | P1 | -0.188 | -0.168 | 10.6 |
| P2 | 0.196 | 0.178 | 9.2 | |
| P3 | 0.222 | 0.198 | 10.8 | |
| 焊接顺序4 | P1 | -0.063 | -0.066 | 4.8 |
| P2 | -0.025 | -0.028 | 12.0 | |
| P3 | 0.024 | 0.0210 | 12.5 |
| [1] |
|
| [2] |
吴崇周. 钛合金在飞行器中的作用[J]. 宇航材料工艺, 2016, 46(5):8-12.
|
|
|
|
| [3] |
刘自刚, 代锋先, 陆刚, 等. 钛合金激光焊研究现状与展望[J]. 材料导报, 2023, 37(增刊1):354-359.
|
|
|
|
| [4] |
武鹏博, 徐锴, 黄瑞生, 等. 薄壁钛合金T形接头摆动激光填丝焊组织与性能[J]. 兵工学报, 2023, 44(4):1015-1022.
|
|
doi: 10.12382/bgxb.2021.0894 |
|
| [5] |
|
| [6] |
|
| [7] |
李光祖, 王江涛, 谢利, 等. 航空铝合金激光焊接关键工艺参数与应力场关系[J]. 兵工学报, 2024, 45 (5):1692-1702.
doi: 10.12382/bgxb.2023.0935 |
|
doi: 10.12382/bgxb.2023.0935 |
|
| [8] |
郦羽, 万正权, 唐文勇. 考虑固相变的钛合金焊接残余应力数值仿真方法[J]. 船舶力学, 2023, 27(1):109-120.
|
|
|
|
| [9] |
芦凤桂, 邓德安, 王亚琦, 等. 数值模拟技术在激光焊接过程中的应用及发展[J]. 焊接学报, 2022, 43(8):87-94.
doi: 10.12073/j.hjxb.20220430001 |
|
doi: 10.12073/j.hjxb.20220430001 |
|
| [10] |
李小曼, 庄明祥, 段舒尧, 等. 焊接方向对钛合金H型桁条-蒙皮结构双激光束双侧同步焊接变形的影响[J]. 热加工工艺, 2021, 50(9):140-143.
|
|
|
|
| [11] |
梁归慧, 谢锋, 韩世伟, 等. 1500 MPa级超高强钢复杂薄壁结构焊接变形预测[J]. 机械工程学报, 2023, 59(24):95-107.
|
|
|
|
| [12] |
张月来, 何清和, 朱嘉翌, 等. 机车车辆大型长直弦梁焊接变形预测[J]. 焊接学报, 2023, 44(9):106-112.
|
|
|
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
王秋实. 转向架构架侧梁的焊接变形数值模拟研究[D]. 成都: 西南交通大学, 2017.
|
|
|
|
| [24] |
|
| [25] |
|
| [26] |
杨光, 丁林林, 钦兰云, 等. TA15钛合金激光沉积温度场数值模拟与检测[J]. 强激光与粒子束, 2014, 26(11):293-299.
|
|
|
|
| [27] |
王君俊. TA15钛合金薄壁锥筒件焊后热处理校形数值模拟研究[D]. 哈尔滨: 哈尔滨工业大学, 2015.
|
|
|
|
| [28] |
廖娟, 程鹏, 冯芳, 等. 基于热循环曲线法的低合金高强钢对接接头焊接残余应力数值模拟[J]. 机械工程材料, 2023, 47(7):85-90.
|
|
|
|
| [29] |
吴振, 王发展, 安高灵, 等. 基于热循环曲线的分段移动组合型焊接热源研究[J]. 热加工工艺, 2015, 44(11):211-216.
|
|
|
|
| [30] |
于金超. TA15钛合金结构件焊接变形分析与优化[D]. 成都: 电子科技大学, 2021.
|
|
|
| [1] | CUI Bo, ZHANG Hong, LIU Shuangyu, LIU Fengde. Research on Control Method of Nitrogen Content and Porosity in Hybrid Welding Joint of High Nitrogen Steel [J]. Acta Armamentarii, 2019, 40(11): 2311-2318. |
| [2] | ZHANG Chuan, ZHANG Fu-long, LI Yue-feng, LIU Shuang-yu, BO Hong-yu, ZHANG Hong, LI Yan-qing. Multivariate Nonlinear Regression Analysis Model of Weld Bead Shaping of 50CrV Steel by Laser Welding with Filler Wire [J]. Acta Armamentarii, 2018, 39(11): 2256-2266. |
| [3] | CHEN Shi-xian, LIU Shuang-yu, ZHANG Hong, LI Yan-qing, LIU Feng-de. Study on Correlation between Plasma Property and Weld Penetration in Laser-arc Hybrid Welding [J]. Acta Armamentarii, 2017, 38(5): 978-985. |
| [4] | LI Qingsong, WANG Lei, ZHAO Ning, ZHANG Xiaotian, ZHANG Lei, WANG Kehong. Finite Element Simulation Analysis and Experimental Study of Arc Additive Frame Structure [J]. Acta Armamentarii, 0, (): 0-. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||