
主管单位:中国科学技术协会
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
兵工学报 ›› 2024, Vol. 45 ›› Issue (2): 395-406.doi: 10.12382/bgxb.2022.0740
薛浩1, 王涛1, 黄广炎1,2,*( ), 崔欣雨1, 韩洪伟3
), 崔欣雨1, 韩洪伟3
收稿日期:2022-08-25
上线日期:2024-02-29
通讯作者:
基金资助:
XUE Hao1, WANG Tao1, HUANG Guangyan1,2,*(), CUI Xinyu1, HAN Hongwei3
Received:2022-08-25
Online:2024-02-29
摘要:
为探索增材制造316L不锈钢球形破片的弹道性能,采用选择性激光熔化(Selective Laser Melting,SLM)技术制造316L不锈钢材料毛坯,通过机加工、抛光等操作得到了直径12mm的增材制造316L不锈钢球形破片。开展打印态316L不锈钢材料的显微计算机断层扫描(Computed Tomography, CT)和静动态力学试验研究,获得了打印态316L不锈钢在材料沉积方向的Johnson-Cook(JC)模型参数,进行了增材制造和传统冷轧工艺制造的316L不锈钢球形破片侵彻6mm厚Q235钢靶的弹道试验。研究结果表明:增材制造球形破片的弹道极限速度比传统冷轧制造破片低2.5%左右,弹道性能有小幅提升,暗示了增材制造工艺用于制造战斗部预制破片的潜力;开展的数值仿真研究获得了与试验结果一致的剪切冲塞穿靶机理,仿真与试验穿靶速度数据比较吻合,弹道极限速度误差仅为1.4%左右,仿真结果也表明JC模型用于描述增材制造316L不锈钢材料穿靶行为的可行性。
中图分类号:
薛浩, 王涛, 黄广炎, 崔欣雨, 韩洪伟. 增材制造316L不锈钢球形破片的弹道性能[J]. 兵工学报, 2024, 45(2): 395-406.
XUE Hao, WANG Tao, HUANG Guangyan, CUI Xinyu, HAN Hongwei. Ballistic Performance of Additively Manufactured 316L Stainless Steel Spherical Fragments[J]. Acta Armamentarii, 2024, 45(2): 395-406.
| 元素 | C | Cr | Fe | Mo | Ni | Mn |
|---|---|---|---|---|---|---|
| 标准含量/% | ≤0.03 | 16~18 | 其余 | 2~3 | 12~15 | ≤2 |
| 实际含量/% | 0.022 | 17.16 | 其余 | 2.71 | 12.2 | 1.45 |
表1 增材制造316L不锈钢的化学组分
Table 1 Chemical composition of additively manufactured 316L stainless steel
| 元素 | C | Cr | Fe | Mo | Ni | Mn |
|---|---|---|---|---|---|---|
| 标准含量/% | ≤0.03 | 16~18 | 其余 | 2~3 | 12~15 | ≤2 |
| 实际含量/% | 0.022 | 17.16 | 其余 | 2.71 | 12.2 | 1.45 |

图1 316L不锈钢粉末的SEM图像
Fig.1 SEM images of 316L stainless steel powders
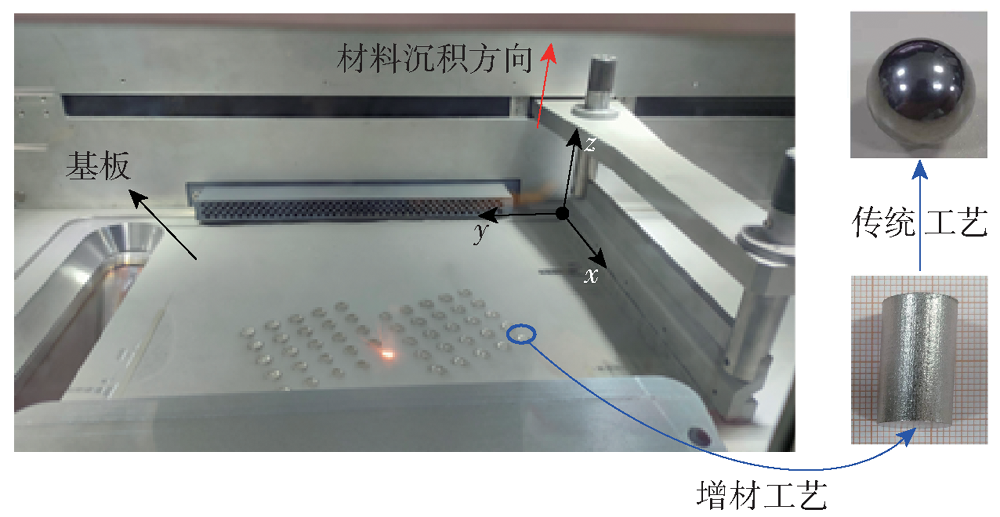
图2 球形破片打印及成型过程
Fig.2 Printing and forming process of spherical fragments
| 激光 能量/W | 扫描 层厚/mm | 扫描速度/ (mm·s-1) | 扫描 角度/(°) | 扫描 策略 | 扫描 间距/mm |
|---|---|---|---|---|---|
| 295 | 0.04 | 1000 | 135, 180, 225循环 | Z字形 | 0.08 |
表2 增材制造316L不锈钢的打印参数
Table 2 Printing process parameters of additively manufactured 316L stainless steel
| 激光 能量/W | 扫描 层厚/mm | 扫描速度/ (mm·s-1) | 扫描 角度/(°) | 扫描 策略 | 扫描 间距/mm |
|---|---|---|---|---|---|
| 295 | 0.04 | 1000 | 135, 180, 225循环 | Z字形 | 0.08 |

图3 横纵截面的显微CT图像
Fig.3 Micro-CT images of cross-section and longitudinal section

图4 不同力学试验使用的试样及尺寸
Fig.4 Specimens and dimensions used in different mechanical tests

图5 力学性能试验装置
Fig.5 Mechanical properties test device

图6 静动态力学试验结果
Fig.6 Static and dynamic mechanical test results
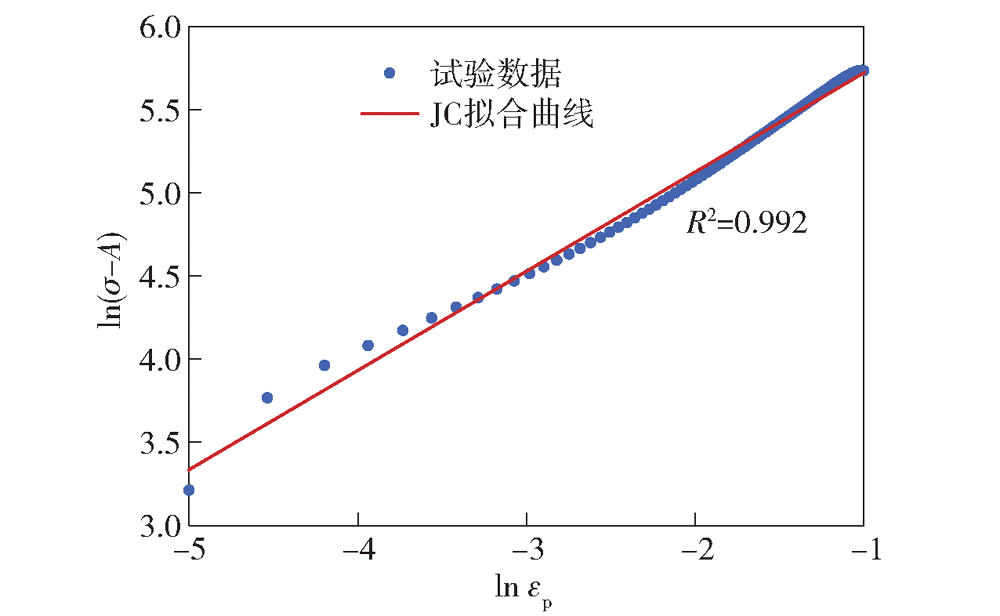
图7 A、B、n参数的拟合结果
Fig.7 Fitting results of A, B, n parameters
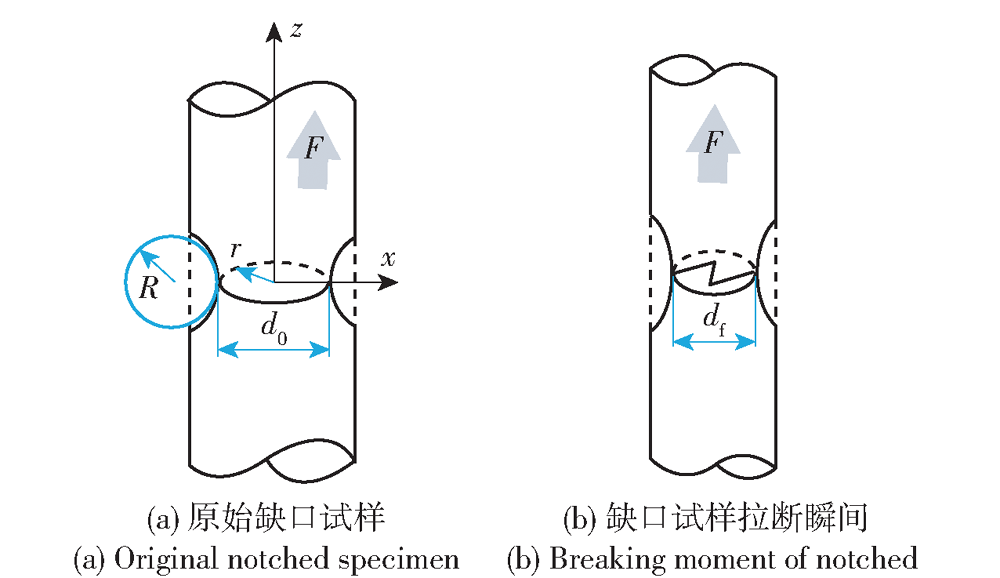
图8 缺口试样示意图
Fig.8 Schematic diagram of notched specimen

图9 失效应变与初始应力三轴度关系
Fig.9 The relationship between failure strain and initial stress triaxiality
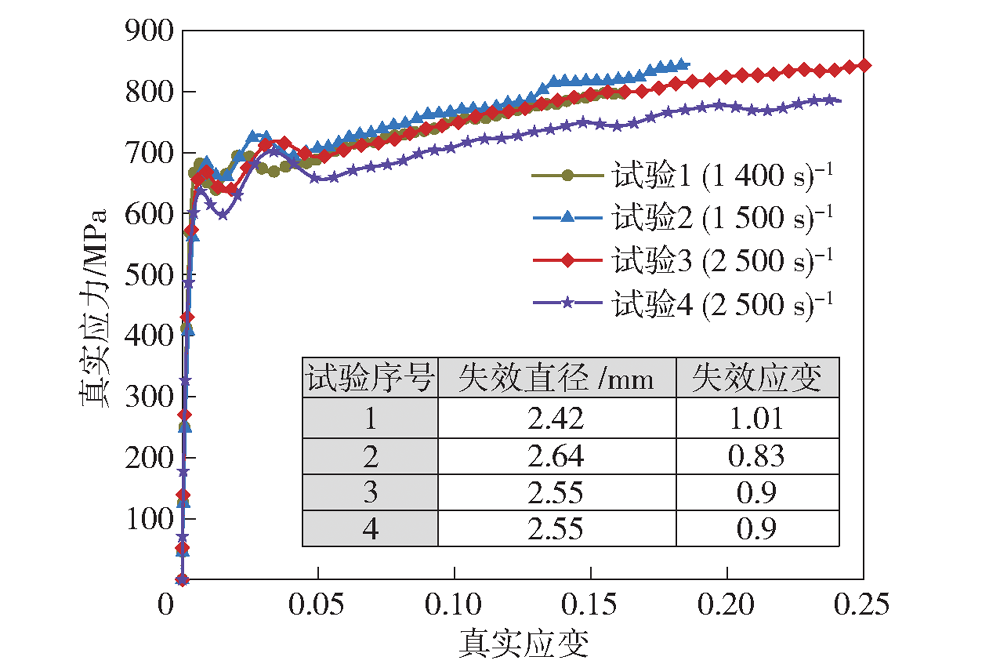
图10 不同应变率下动态拉伸试验获得的 应力-应变
Fig.10 True stress vs. true strain curves at different strain rates in a dynamic tensile test
图11 不同温度下在静态拉伸试验中得到的光滑圆棒真实应力-应变
Fig.11 True stress vs. true strain curves of smooth round bars obtained in static tensile tests at different temperatures
图12 弹道试验布局
Fig.12 Ballistic test layout

图13 球形破片侵彻过程
Fig.13 Penetration process of spherical fragment
| 破片 | 编号 | vi/(m·s-1) | vr/(m·s-1) | 穿靶状态 |
|---|---|---|---|---|
| A1 | 1025 | 462 | 穿透 | |
| A2 | 1011 | 450 | 穿透 | |
| A3 | 702 | 227 | 穿透 | |
| A4 | 628 | 174 | 穿透 | |
| A5 | 609 | 163 | 穿透 | |
| A6 | 577 | 141 | 穿透 | |
| A7 | 558 | 145 | 穿透 | |
| A8 | 540 | 133 | 穿透 | |
| A9 | 537 | 74 | 穿透 | |
| A10 | 537 | 112 | 穿透 | |
| 冷轧破片 | A11 | 532 | 23 | 穿透 |
| A12 | 529 | 59 | 穿透 | |
| A13 | 517 | 0 | 嵌入 | |
| A14 | 515 | 0 | 嵌入 | |
| A15 | 509 | 0 | 嵌入 | |
| A16 | 508 | 0 | 嵌入 | |
| A17 | 487 | 0 | 嵌入 | |
| A18 | 477 | 0 | 嵌入 | |
| A19 | 472 | 0 | 嵌入 | |
| A20 | 449 | 0 | 嵌入 | |
| A21 | 400 | 0 | 嵌入 | |
| B1 | 1002 | 485 | 穿透 | |
| B2 | 951 | 448 | 穿透 | |
| B3 | 646 | 185 | 穿透 | |
| B4 | 613 | 167 | 穿透 | |
| B5 | 594 | 131 | 穿透 | |
| B6 | 552 | 110 | 穿透 | |
| B7 | 546 | 97 | 穿透 | |
| B8 | 542 | 156 | 穿透 | |
| B9 | 523 | 92 | 穿透 | |
| 增材破片 | B10 | 504 | 0 | 嵌入 |
| B11 | 496 | 0 | 嵌入 | |
| B12 | 492 | 0 | 嵌入 | |
| B13 | 477 | 0 | 嵌入 | |
| B14 | 474 | 0 | 嵌入 | |
| B15 | 453 | 0 | 嵌入 | |
| B16 | 437 | 0 | 嵌入 | |
| B17 | 434 | 0 | 嵌入 | |
| B18 | 433 | 0 | 嵌入 | |
| B19 | 431 | 0 | 嵌入 |
表3 弹道试验结果
Table 3 Ballistic test results
| 破片 | 编号 | vi/(m·s-1) | vr/(m·s-1) | 穿靶状态 |
|---|---|---|---|---|
| A1 | 1025 | 462 | 穿透 | |
| A2 | 1011 | 450 | 穿透 | |
| A3 | 702 | 227 | 穿透 | |
| A4 | 628 | 174 | 穿透 | |
| A5 | 609 | 163 | 穿透 | |
| A6 | 577 | 141 | 穿透 | |
| A7 | 558 | 145 | 穿透 | |
| A8 | 540 | 133 | 穿透 | |
| A9 | 537 | 74 | 穿透 | |
| A10 | 537 | 112 | 穿透 | |
| 冷轧破片 | A11 | 532 | 23 | 穿透 |
| A12 | 529 | 59 | 穿透 | |
| A13 | 517 | 0 | 嵌入 | |
| A14 | 515 | 0 | 嵌入 | |
| A15 | 509 | 0 | 嵌入 | |
| A16 | 508 | 0 | 嵌入 | |
| A17 | 487 | 0 | 嵌入 | |
| A18 | 477 | 0 | 嵌入 | |
| A19 | 472 | 0 | 嵌入 | |
| A20 | 449 | 0 | 嵌入 | |
| A21 | 400 | 0 | 嵌入 | |
| B1 | 1002 | 485 | 穿透 | |
| B2 | 951 | 448 | 穿透 | |
| B3 | 646 | 185 | 穿透 | |
| B4 | 613 | 167 | 穿透 | |
| B5 | 594 | 131 | 穿透 | |
| B6 | 552 | 110 | 穿透 | |
| B7 | 546 | 97 | 穿透 | |
| B8 | 542 | 156 | 穿透 | |
| B9 | 523 | 92 | 穿透 | |
| 增材破片 | B10 | 504 | 0 | 嵌入 |
| B11 | 496 | 0 | 嵌入 | |
| B12 | 492 | 0 | 嵌入 | |
| B13 | 477 | 0 | 嵌入 | |
| B14 | 474 | 0 | 嵌入 | |
| B15 | 453 | 0 | 嵌入 | |
| B16 | 437 | 0 | 嵌入 | |
| B17 | 434 | 0 | 嵌入 | |
| B18 | 433 | 0 | 嵌入 | |
| B19 | 431 | 0 | 嵌入 |

图14 球形破片变形模式
Fig.14 Deformation modes of spherical fragments

图15 两种破片的弹道极限曲线
Fig.15 Ballistic limit curves of two types of fragment
| 工艺 | a | v50/(m·s-1) | pm | R2/% |
|---|---|---|---|---|
| 冷轧 | 0.50 | 517 | 2.16 | 97.9 |
| 增材 | 0.57 | 504 | 1.82 | 98.3 |
表4 两种工艺制造破片的拟合结果
Table 4 Fitting results for two types of fragment
| 工艺 | a | v50/(m·s-1) | pm | R2/% |
|---|---|---|---|---|
| 冷轧 | 0.50 | 517 | 2.16 | 97.9 |
| 增材 | 0.57 | 504 | 1.82 | 98.3 |
图16 有限元模型
Fig.16 Finite element model
| ρ/ (kg·m-3) | E/ GPa | u | Cp/ (J·kg-1·K-1) | Tr/ K | Tm/ K | / s-1 |
|---|---|---|---|---|---|---|
| 7800 | 200 | 0.3 | 469 | 300 | 1795 | 1 |
| A/MPa | B/MPa | n | C | m | D1 | D2 |
| 410 | 20 | 0.08 | 0.1 | 0.55 | 0.3 | 0.9 |
| D3 | D4 | D5 | ||||
| 2.8 | 0 | 0 |
表5 Q235钢靶板的JC材料参数[26]
Table 5 JC material parameters of Q235 steel target plate[26]
| ρ/ (kg·m-3) | E/ GPa | u | Cp/ (J·kg-1·K-1) | Tr/ K | Tm/ K | / s-1 |
|---|---|---|---|---|---|---|
| 7800 | 200 | 0.3 | 469 | 300 | 1795 | 1 |
| A/MPa | B/MPa | n | C | m | D1 | D2 |
| 410 | 20 | 0.08 | 0.1 | 0.55 | 0.3 | 0.9 |
| D3 | D4 | D5 | ||||
| 2.8 | 0 | 0 |
| C0/(m·s-1) | S1 | γ0 | α |
|---|---|---|---|
| 4578 | 1.36 | 1.67 | 0.45 |
表6 316L不锈钢破片和Q235钢靶板的状态方程参数[27]
Table 6 The equation of state parameters of 316L stainless steel fragments and Q235 steel target plate[27]
| C0/(m·s-1) | S1 | γ0 | α |
|---|---|---|---|
| 4578 | 1.36 | 1.67 | 0.45 |
图17 仿真和试验中增材破片初速和余速关系曲线
Fig.17 Relationship between the initial velocity and residual velocity of additively manufactured fragments in simulation and test

图18 316L不锈钢破片的侵彻云图
Fig.18 Penetration contours of 316L stainless steel fragment
| [1] |
辛甜, 韩庆. 钢破片侵彻靶板弹道极限速度研究[J]. 科学技术与工程, 2012(2): 264-268.
|
|
|
|
| [2] |
刘铁磊, 徐豫新, 王晓锋, 等. 钨合金球形破片侵彻低碳钢的弹道极限速度计算模型[J]. 兵工学报, 2022, 43(4): 768-779.
|
|
doi: 10.12382/bgxb.2021.0448 |
|
| [3] |
吕珮毅, 张允航, 张曌. 破片形状, 着靶姿态对侵彻多层靶影响的数据模拟研究[J]. 国外电子测量技术, 2021, 40(1):27-31.
|
|
|
|
| [4] |
张家莲, 李发亮, 张海军. 选区激光熔化技术制备金属材料研究进展[J]. 激光与光电子学进展, 2019, 56(10):35-44.
|
|
|
|
| [5] |
|
| [6] |
郭美红. SLM加工的预控破片研究[D]. 南京: 南京理工大学, 2018.
|
|
|
|
| [7] |
Additive manufacturing—general principles—fundamentals and vocabulary: ISO/ASTM 52900:2021[J]. Vernier, Geneva, Switzerland:ISO, 2021.
|
| [8] |
doi: 10.3390/ma10060672 URL |
| [9] |
doi: 10.1016/J.ENG.2017.05.012 URL |
| [10] |
doi: 10.1016/j.ijimpeng.2017.11.011 URL |
| [11] |
doi: 10.1016/j.dt.2014.08.004 |
| [12] |
doi: 10.1515/mms-2016-0027 URL |
| [13] |
doi: 10.1016/j.mechmat.2013.12.001 URL |
| [14] |
doi: 10.1016/j.msea.2022.142683 URL |
| [15] |
doi: 10.1016/j.jmrt.2022.04.116 URL |
| [16] |
doi: 10.1016/j.msea.2015.05.073 URL |
| [17] |
余小鲁, 汪太平. 造孔剂含量对粉末冶金不锈钢多孔材料孔隙率和抗压强度的影响[J]. 机械工程材料, 2012, 36(7): 60-62.
|
|
|
|
| [18] |
doi: 10.1016/j.msea.2013.04.041 URL |
| [19] |
doi: 10.1016/j.ijimpeng.2005.06.007 URL |
| [20] |
doi: 10.1016/j.msea.2016.04.083 URL |
| [21] |
doi: 10.1007/s40870-016-0059-1 URL |
| [22] |
doi: 10.1016/j.proeng.2016.12.046 URL |
| [23] |
doi: 10.1115/1.3636566 URL |
| [24] |
|
| [25] |
doi: 10.1016/j.msea.2021.141808 URL |
| [26] |
doi: 10.1007/s11340-007-9110-4 URL |
| [27] |
程兴旺, 王富耻, 李树奎, 等. 不同头部形状长杆弹侵彻过程的数值模拟[J]. 兵工学报, 2007(8):930-933.
|
|
|
|
| [28] |
|
| [29] |
LS-DYNA keyword user’s manual[J]. Livermore, CA, US: Livermore Software Technology Corporation, 2003: 299-800.
|
| [30] |
陈海华, 张先锋, 熊玮, 等. WFeNiMo高熵合金动态力学行为及侵彻性能研究[J]. 力学学报, 2020, 52(5):1443-1453.
doi: 10.6052/0459-1879-20-166 |
|
|
| [1] | 袁璟, 蔺向阳, 彭洋, 檀成. 光固化含能粘合剂的设计与合成[J]. 兵工学报, 2023, 44(7): 2023-2032. |
| [2] | 王宇, 白舒乐, 王子琪, 刘斌, 冯立, 赵文娟, 郝俊辉. 层状金属内嵌应力感知结构设计及超声波增材制造组织性能测试[J]. 兵工学报, 2023, 44(12): 3783-3792. |
| [3] | 辛大钧, 薛琨. 基于人工神经网络的非球形破片阻力系数预测模型[J]. 兵工学报, 2022, 43(5): 1083-1092. |
| [4] | 刘铁磊, 徐豫新, 王晓锋, 张鹏, 张健. 钨合金球形破片侵彻低碳钢的弹道极限速度计算模型[J]. 兵工学报, 2022, 43(4): 768-779. |
| [5] | 沈超, 周克栋, 陆野, 乔自平. 内膛损伤枪管对内弹道性能和弹头出膛状态的影响研究[J]. 兵工学报, 2019, 40(4): 718-727. |
| [6] | 金丹, 张江玉, 李江华. 316L不锈钢圆路径下的动态应变时效分析[J]. 兵工学报, 2018, 39(3): 584-589. |
| [7] | 梁泰鑫, 吕秉峰, 马忠亮, 肖忠良. 一种随行装药的燃烧性能[J]. 兵工学报, 2015, 36(9): 1660-1664. |
| [8] | 莫根林, 吴志林, 刘坤. 球形破片侵彻明胶的瞬时空腔模型[J]. 兵工学报, 2013, 34(10): 1324-1328. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
 京公网安备11010802024360号 京ICP备05059581号-4
京公网安备11010802024360号 京ICP备05059581号-4