
主管单位:中国科学技术协会
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
兵工学报 ›› 2025, Vol. 46 ›› Issue (3): 240017-.doi: 10.12382/bgxb.2024.0017
王磊1,2, 杜劭峰2, 李红星3, 刘港1, 张磊2, 彭勇1,*( )
)
收稿日期:2024-01-04
上线日期:2024-04-13
通讯作者:
基金资助:
WANG Lei1,2, DU Shaofeng2, LI Hongxing3, LIU Gang1, ZHANG Lei2, PENG Yong1,*()
Received:2024-01-04
Online:2024-04-13
摘要:
钛合金常用于各类飞行器舵翼部件的蒙皮-骨架结构中,在兵器、航空航天行业受到广泛关注。以钛合金蒙皮-骨架结构激光焊接变形为研究对象,利用热循环曲线法模拟焊接顺序对焊接变形与应力的影响规律,通过在焊接生产过程中加入翻转工艺显著降低了焊接变形与残余应力。研究结果表明,优先焊接蒙皮中心区域焊缝,并在焊接过程中加入翻转,可以使峰值焊接应力从原始的1027.18MPa降低到745.30MPa,降低了27.4%;特征点P1、P2、P3处变形由原始的0.168mm、0.178mm、0.198mm减小至0.066mm、0.028mm、0.021mm,分别减小60.7%、84.3%和89.4%。利用激光三维扫描仪测量了蒙皮-骨架结构激光焊接变形量,与实验测量结果相比,计算结果平均误差为9.98%,验证了有限元模型和优化焊接顺序的准确性。
中图分类号:
王磊, 杜劭峰, 李红星, 刘港, 张磊, 彭勇. 钛合金蒙皮-骨架结构激光焊接变形规律模拟研究[J]. 兵工学报, 2025, 46(3): 240017-.
WANG Lei, DU Shaofeng, LI Hongxing, LIU Gang, ZHANG Lei, PENG Yong. Simulation Research on Deformation Laws of a Titanium Alloy Skin-skeleton Structure during Laser Beam Welding[J]. Acta Armamentarii, 2025, 46(3): 240017-.

图1 蒙皮-骨架结构
Fig.1 Skin-skeleton structure
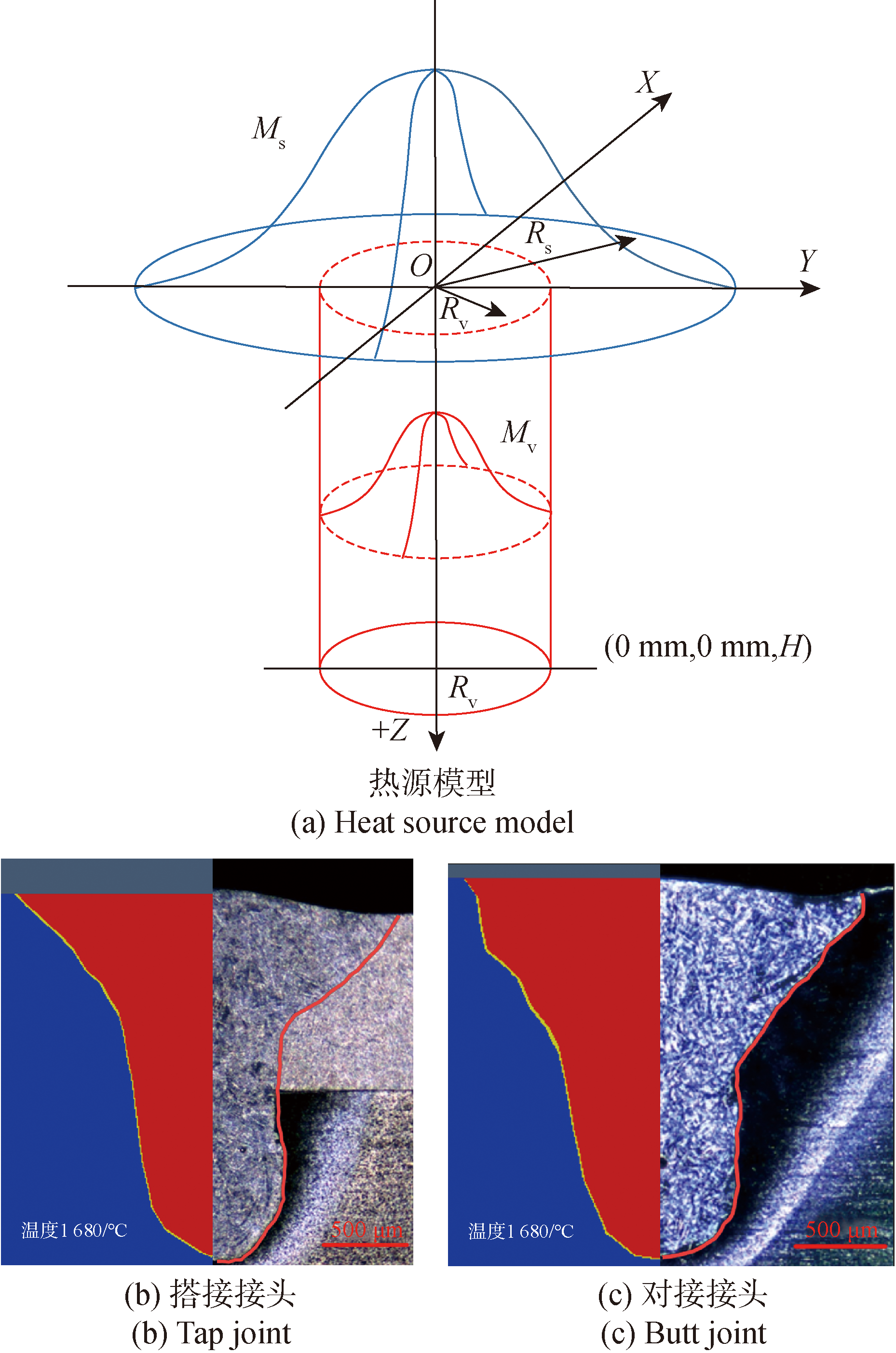
图2 高斯面-圆柱体复合热源与热源校核结果
Fig.2 Gaussian surface-cylinder composite heat source model and comparison of welding joint results
| 焊缝 编号 | 接头 类型 | 激光功 率/W | 焊接速度/ (m·s-1) | 离焦量/ mm | 保护气 流量/ (L·min-1) |
|---|---|---|---|---|---|
| 1~8 | 搭接 | 1200 | 0.025 | +2 | 25 |
| 9~12 | 焊接 | 1100 | 0.025 | +2 | 25 |
表1 焊接工艺参数
Table 1 Welding parameters.
| 焊缝 编号 | 接头 类型 | 激光功 率/W | 焊接速度/ (m·s-1) | 离焦量/ mm | 保护气 流量/ (L·min-1) |
|---|---|---|---|---|---|
| 1~8 | 搭接 | 1200 | 0.025 | +2 | 25 |
| 9~12 | 焊接 | 1100 | 0.025 | +2 | 25 |
| 热源参数 | 对接焊接热源 | 搭接焊接热源 |
|---|---|---|
| Rv/mm | 0.25 | 0.30 |
| H/mm | 1.9 | 2 |
| Mv | 0 | 0 |
| Rs/mm | 0.8 | 1.2 |
| Ms | 3 | 3 |
| 面热源分配系数a | 0.3 | 0.4 |
| 体热源分配系数b | 0.7 | 0.6 |
| 热源效率η | 0.85 | 0.8 |
表2 热源模型参数
Table 2 Geometric parameters of heat source model
| 热源参数 | 对接焊接热源 | 搭接焊接热源 |
|---|---|---|
| Rv/mm | 0.25 | 0.30 |
| H/mm | 1.9 | 2 |
| Mv | 0 | 0 |
| Rs/mm | 0.8 | 1.2 |
| Ms | 3 | 3 |
| 面热源分配系数a | 0.3 | 0.4 |
| 体热源分配系数b | 0.7 | 0.6 |
| 热源效率η | 0.85 | 0.8 |
| 温度/ ℃ | 热导率/ (W·℃-1·m-1) | 比热容/ (J·Kg-1·℃-1) | 杨氏模量/ GPa | 热膨胀系数/ (10-6·℃-1) |
|---|---|---|---|---|
| 20 | 8.7 | 534 | 120 | 8.800 |
| 100 | 9.7 | 546 | 117 | 8.897 |
| 200 | 10.2 | 588 | 109 | 8.998 |
| 300 | 10.9 | 628 | 100 | 9.089 |
| 400 | 12.2 | 670 | 95 | 9.197 |
| 500 | 13.8 | 712 | 92 | 9.299 |
| 600 | 15.1 | 755 | 79 | 9.494 |
| 700 | 16.8 | 838 | 69 | 9.697 |
| 800 | 18 | 880 | 53.8 | 9.697 |
| 1000 | 21.4 | 967 | 39.5 | 9.697 |
| 1200 | 21.4 | 981 | 30 | 9.697 |
| 1680 | 21.4 | 981 | 5.1 | 9.697 |
表3 TA15钛合金部分热物理性能参数
Table 3 Thermal physical properties of TA15 titanium alloy
| 温度/ ℃ | 热导率/ (W·℃-1·m-1) | 比热容/ (J·Kg-1·℃-1) | 杨氏模量/ GPa | 热膨胀系数/ (10-6·℃-1) |
|---|---|---|---|---|
| 20 | 8.7 | 534 | 120 | 8.800 |
| 100 | 9.7 | 546 | 117 | 8.897 |
| 200 | 10.2 | 588 | 109 | 8.998 |
| 300 | 10.9 | 628 | 100 | 9.089 |
| 400 | 12.2 | 670 | 95 | 9.197 |
| 500 | 13.8 | 712 | 92 | 9.299 |
| 600 | 15.1 | 755 | 79 | 9.494 |
| 700 | 16.8 | 838 | 69 | 9.697 |
| 800 | 18 | 880 | 53.8 | 9.697 |
| 1000 | 21.4 | 967 | 39.5 | 9.697 |
| 1200 | 21.4 | 981 | 30 | 9.697 |
| 1680 | 21.4 | 981 | 5.1 | 9.697 |

图3 焊接热循环曲线
Fig.3 Thermal cycle curves

图4 瞬态热源法与热循环曲线法计算结果对比
Fig.4 Comparison of calculated results of transient heat source model and thermal cycle curve model
| 焊接顺 序编号 | 焊接顺序 |
|---|---|
| 1 | A1→A2→A3→A4→A5→A6→A7→A8→B1→B2→B3→B4→B5→B6→B7→B8→B9→B10→B11→B12→A9→A10→A11→A12 |
| 2 | A6→A5→A3→A4→A1→A2→A7→A8→B6→B5→B3→B4→B1→B2→B7→B8→B9→B10→B11→B12→A9→A10→A11→A12 |
| 3 | A6→A5→A3→A4(反向)→A1→A2(反向)→A7→A8→B6→B5→B3→B4(反向)→B1→B2(反向)→B7→B8→B9→B10→B11→B12→A9→A10→A11→A12 |
表4 焊接顺序
Table 4 Welding sequences
| 焊接顺 序编号 | 焊接顺序 |
|---|---|
| 1 | A1→A2→A3→A4→A5→A6→A7→A8→B1→B2→B3→B4→B5→B6→B7→B8→B9→B10→B11→B12→A9→A10→A11→A12 |
| 2 | A6→A5→A3→A4→A1→A2→A7→A8→B6→B5→B3→B4→B1→B2→B7→B8→B9→B10→B11→B12→A9→A10→A11→A12 |
| 3 | A6→A5→A3→A4(反向)→A1→A2(反向)→A7→A8→B6→B5→B3→B4(反向)→B1→B2(反向)→B7→B8→B9→B10→B11→B12→A9→A10→A11→A12 |

图5 焊接顺序1、2、3下计算的应力分布云图
Fig.5 Distribution maps of calculated stresses under welding sequences 1,2 and 3

图6 焊接顺序1、2和3下计算的焊接变形分布云图
Fig.6 Calculated deformations on Sides A and B under welding sequences 1,2 and 3

图7 焊接顺序4下计算的焊接应力分布云图
Fig.7 Calculated stress under welding sequence 4
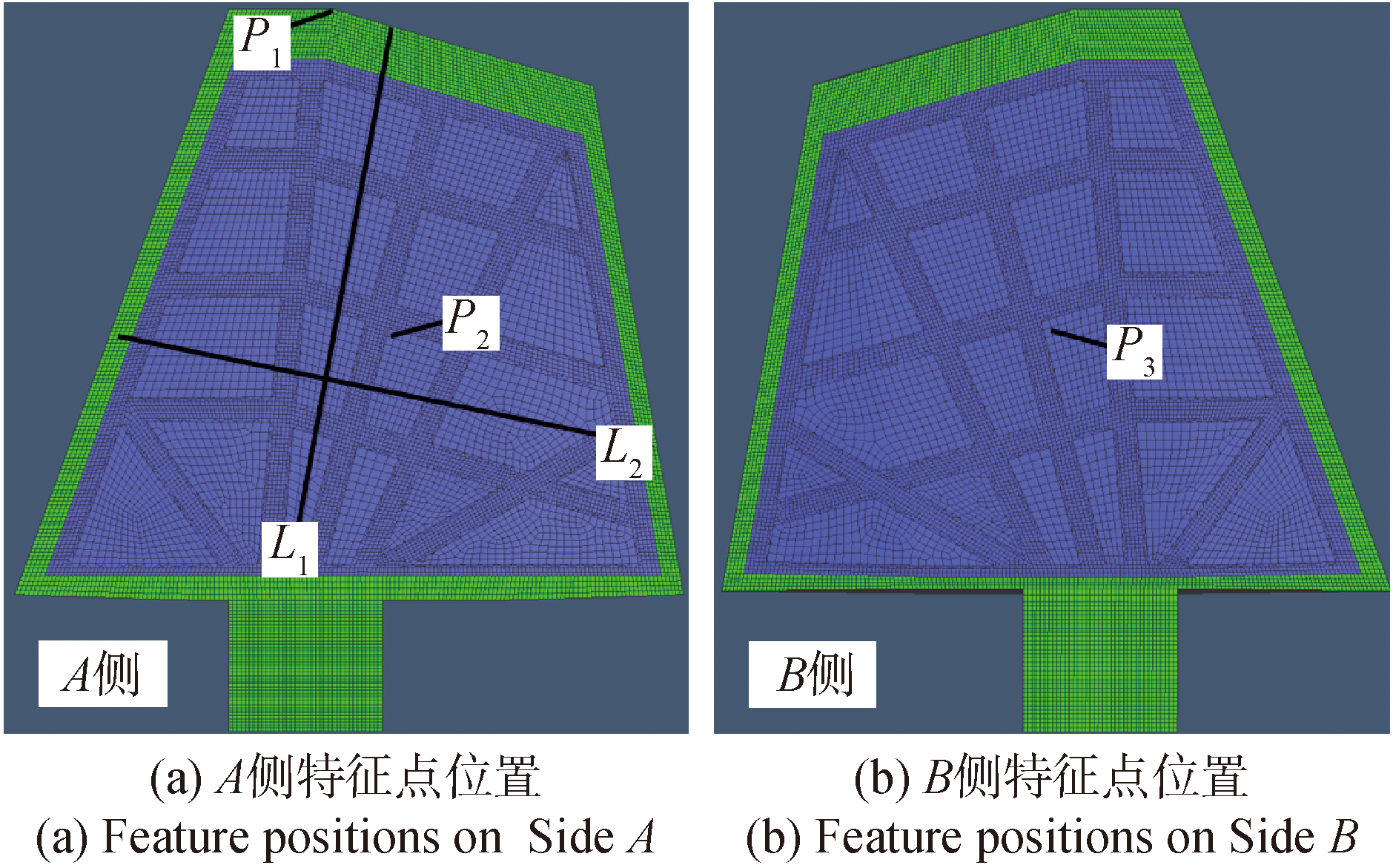
图8 特征路径和点示意图
Fig.8 Feature lines and points on Sides A and B

图9 沿跟踪路径L1和L2的残余应力
Fig.9 Residual stresses along feature lines L1 and L2

图10 焊接顺序4的焊接变形计算结果
Fig.10 Calculated deformations under the welding sequence 4

图11 沿跟踪路径L1和L2的焊接变形
Fig.11 Welding deformations along L1 and L2

图12 焊接顺序1和4下特征点P1、P2、P3处焊接变形
Fig.12 Welding deformations at feature points P1,P2 and P3 under welding sequences 1 and 4

图13 不同焊接顺序条件下特征点处的变形量
Fig.13 Deformations at feature points under different welding sequences

图14 焊接变形测量示意图
Fig.14 Measurement diagram of welding deformation
| 焊接顺序 | 特征点 | 实验变形/mm | 计算变形/mm | 误差/% |
|---|---|---|---|---|
| 焊接顺序1 | P1 | -0.188 | -0.168 | 10.6 |
| P2 | 0.196 | 0.178 | 9.2 | |
| P3 | 0.222 | 0.198 | 10.8 | |
| 焊接顺序4 | P1 | -0.063 | -0.066 | 4.8 |
| P2 | -0.025 | -0.028 | 12.0 | |
| P3 | 0.024 | 0.0210 | 12.5 |
表5 实验结果与计算结果对比
Table 5 Comparisons of experimental and calculated results
| 焊接顺序 | 特征点 | 实验变形/mm | 计算变形/mm | 误差/% |
|---|---|---|---|---|
| 焊接顺序1 | P1 | -0.188 | -0.168 | 10.6 |
| P2 | 0.196 | 0.178 | 9.2 | |
| P3 | 0.222 | 0.198 | 10.8 | |
| 焊接顺序4 | P1 | -0.063 | -0.066 | 4.8 |
| P2 | -0.025 | -0.028 | 12.0 | |
| P3 | 0.024 | 0.0210 | 12.5 |
| [1] |
|
| [2] |
吴崇周. 钛合金在飞行器中的作用[J]. 宇航材料工艺, 2016, 46(5):8-12.
|
|
|
|
| [3] |
刘自刚, 代锋先, 陆刚, 等. 钛合金激光焊研究现状与展望[J]. 材料导报, 2023, 37(增刊1):354-359.
|
|
|
|
| [4] |
武鹏博, 徐锴, 黄瑞生, 等. 薄壁钛合金T形接头摆动激光填丝焊组织与性能[J]. 兵工学报, 2023, 44(4):1015-1022.
|
|
doi: 10.12382/bgxb.2021.0894 |
|
| [5] |
|
| [6] |
|
| [7] |
李光祖, 王江涛, 谢利, 等. 航空铝合金激光焊接关键工艺参数与应力场关系[J]. 兵工学报, 2024, 45 (5):1692-1702.
doi: 10.12382/bgxb.2023.0935 |
|
doi: 10.12382/bgxb.2023.0935 |
|
| [8] |
郦羽, 万正权, 唐文勇. 考虑固相变的钛合金焊接残余应力数值仿真方法[J]. 船舶力学, 2023, 27(1):109-120.
|
|
|
|
| [9] |
芦凤桂, 邓德安, 王亚琦, 等. 数值模拟技术在激光焊接过程中的应用及发展[J]. 焊接学报, 2022, 43(8):87-94.
doi: 10.12073/j.hjxb.20220430001 |
|
doi: 10.12073/j.hjxb.20220430001 |
|
| [10] |
李小曼, 庄明祥, 段舒尧, 等. 焊接方向对钛合金H型桁条-蒙皮结构双激光束双侧同步焊接变形的影响[J]. 热加工工艺, 2021, 50(9):140-143.
|
|
|
|
| [11] |
梁归慧, 谢锋, 韩世伟, 等. 1500 MPa级超高强钢复杂薄壁结构焊接变形预测[J]. 机械工程学报, 2023, 59(24):95-107.
|
|
|
|
| [12] |
张月来, 何清和, 朱嘉翌, 等. 机车车辆大型长直弦梁焊接变形预测[J]. 焊接学报, 2023, 44(9):106-112.
|
|
|
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
王秋实. 转向架构架侧梁的焊接变形数值模拟研究[D]. 成都: 西南交通大学, 2017.
|
|
|
|
| [24] |
|
| [25] |
|
| [26] |
杨光, 丁林林, 钦兰云, 等. TA15钛合金激光沉积温度场数值模拟与检测[J]. 强激光与粒子束, 2014, 26(11):293-299.
|
|
|
|
| [27] |
王君俊. TA15钛合金薄壁锥筒件焊后热处理校形数值模拟研究[D]. 哈尔滨: 哈尔滨工业大学, 2015.
|
|
|
|
| [28] |
廖娟, 程鹏, 冯芳, 等. 基于热循环曲线法的低合金高强钢对接接头焊接残余应力数值模拟[J]. 机械工程材料, 2023, 47(7):85-90.
|
|
|
|
| [29] |
吴振, 王发展, 安高灵, 等. 基于热循环曲线的分段移动组合型焊接热源研究[J]. 热加工工艺, 2015, 44(11):211-216.
|
|
|
|
| [30] |
于金超. TA15钛合金结构件焊接变形分析与优化[D]. 成都: 电子科技大学, 2021.
|
|
|
| [1] | 崔博, 张宏, 刘双宇, 刘凤德. 高氮钢复合焊接接头氮含量和气孔控制方法研究[J]. 兵工学报, 2019, 40(11): 2311-2318. |
| [2] | 张川, 张福隆, 李跃峰, 刘双宇, 薄洪雨, 张宏, 李彦清. 50CrV钢激光填丝焊焊缝成形多元非线性回归模型[J]. 兵工学报, 2018, 39(11): 2256-2266. |
| [3] | 陈实现, 刘双宇, 张宏, 李彦清, 刘凤德. 激光-电弧复合焊等离子体特性与焊缝熔深相关性研究[J]. 兵工学报, 2017, 38(5): 978-985. |
| [4] | 李青松, 王磊, 赵宁, 张笑天, 张磊, 王克鸿. 电弧增材框体结构有限元仿真模拟与实验[J]. 兵工学报, 0, (): 0-. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
 京公网安备11010802024360号 京ICP备05059581号-4
京公网安备11010802024360号 京ICP备05059581号-4