
Responsible Institution: China Association for Science and Technology
Sponsor: China Ordnance Society
ISSN 1000-1093 CN 11-2176/TJ
Sponsor: China Ordnance Society
ISSN 1000-1093 CN 11-2176/TJ
Acta Armamentarii ›› 2025, Vol. 46 ›› Issue (7): 240564-.doi: 10.12382/bgxb.2024.0564
Previous Articles Next Articles
GUO Yiming1,*( ), ZHANG Wanyuan1, SONG Shida2, ZHANG Xiaoyong2, HE Fei1, WANG Kehong2
), ZHANG Wanyuan1, SONG Shida2, ZHANG Xiaoyong2, HE Fei1, WANG Kehong2
Received:2024-07-09
Online:2025-08-12
Contact:
GUO Yiming
CLC Number:
GUO Yiming, ZHANG Wanyuan, SONG Shida, ZHANG Xiaoyong, HE Fei, WANG Kehong. A Process Planning Method for Wire Arc Hybrid Additive-subtractive Manufacturing Considering Weld Bead Sagging Phenomenon[J]. Acta Armamentarii, 2025, 46(7): 240564-.
Add to citation manager EndNote|Ris|BibTeX

Fig.1 Influence of weld bead sagging on morphology
| 工艺参数 | 数值 |
|---|---|
| 焊道长度/mm | 100 |
| 焊道宽度/mm | 7~9 |
| 每道冷却时间/s | 40 |
| 焊接电流/A | 19.3~19.7 |
| 电弧电压/V | 117~127 |
| 焊接速度/(mm·s-1) | 10 |
| 保护气流量/(L·min-1) | 20 |
Table 1 Process parameters of WAAM experiments
| 工艺参数 | 数值 |
|---|---|
| 焊道长度/mm | 100 |
| 焊道宽度/mm | 7~9 |
| 每道冷却时间/s | 40 |
| 焊接电流/A | 19.3~19.7 |
| 电弧电压/V | 117~127 |
| 焊接速度/(mm·s-1) | 10 |
| 保护气流量/(L·min-1) | 20 |

Fig.2 The stacking heights of different regions of workpiece
| H | H2 | H1 | H | H2 | H1 |
|---|---|---|---|---|---|
| 9.67 | 5.5 | 4.17 | 59.33 | 48 | 11.33 |
| 14 | 7.5 | 6.5 | 63.5 | 52.5 | 11 |
| 18.67 | 10 | 8.67 | 68.67 | 57.5 | 11.17 |
| 22.67 | 14 | 8.67 | 73 | 62 | 11 |
| 27.67 | 19 | 8.67 | 77.5 | 66.5 | 11 |
| 33 | 23.5 | 9.5 | 82 | 70.5 | 11.5 |
| 38 | 28 | 10 | 85.67 | 74 | 11.67 |
| 41 | 31 | 10 | 90.33 | 78.5 | 11.83 |
| 45.67 | 35.5 | 10.17 | 94.5 | 83 | 11.5 |
| 50.5 | 40 | 10.5 | 97.33 | 85.5 | 11.83 |
| 55.33 | 44 | 11.33 | 101 | 88.5 | 12.5 |
Table 2 Data from collapse height at arc extinguishing points mm
| H | H2 | H1 | H | H2 | H1 |
|---|---|---|---|---|---|
| 9.67 | 5.5 | 4.17 | 59.33 | 48 | 11.33 |
| 14 | 7.5 | 6.5 | 63.5 | 52.5 | 11 |
| 18.67 | 10 | 8.67 | 68.67 | 57.5 | 11.17 |
| 22.67 | 14 | 8.67 | 73 | 62 | 11 |
| 27.67 | 19 | 8.67 | 77.5 | 66.5 | 11 |
| 33 | 23.5 | 9.5 | 82 | 70.5 | 11.5 |
| 38 | 28 | 10 | 85.67 | 74 | 11.67 |
| 41 | 31 | 10 | 90.33 | 78.5 | 11.83 |
| 45.67 | 35.5 | 10.17 | 94.5 | 83 | 11.5 |
| 50.5 | 40 | 10.5 | 97.33 | 85.5 | 11.83 |
| 55.33 | 44 | 11.33 | 101 | 88.5 | 12.5 |
| H | H4 | H3 | H | H4 | H3 |
|---|---|---|---|---|---|
| 10.33 | 7.5 | 2.83 | 59.33 | 56 | 3.33 |
| 20 | 17 | 3 | 70 | 67.5 | 2.5 |
| 30.33 | 27.5 | 2.83 | 80.33 | 77 | 3.33 |
| 39.67 | 36.5 | 3.17 | 90 | 87 | 3 |
| 50.67 | 48 | 2.67 | 99.67 | 96.5 | 3.17 |
Table 3 Data from collapse heights at both the sides of weld bead mm
| H | H4 | H3 | H | H4 | H3 |
|---|---|---|---|---|---|
| 10.33 | 7.5 | 2.83 | 59.33 | 56 | 3.33 |
| 20 | 17 | 3 | 70 | 67.5 | 2.5 |
| 30.33 | 27.5 | 2.83 | 80.33 | 77 | 3.33 |
| 39.67 | 36.5 | 3.17 | 90 | 87 | 3 |
| 50.67 | 48 | 2.67 | 99.67 | 96.5 | 3.17 |
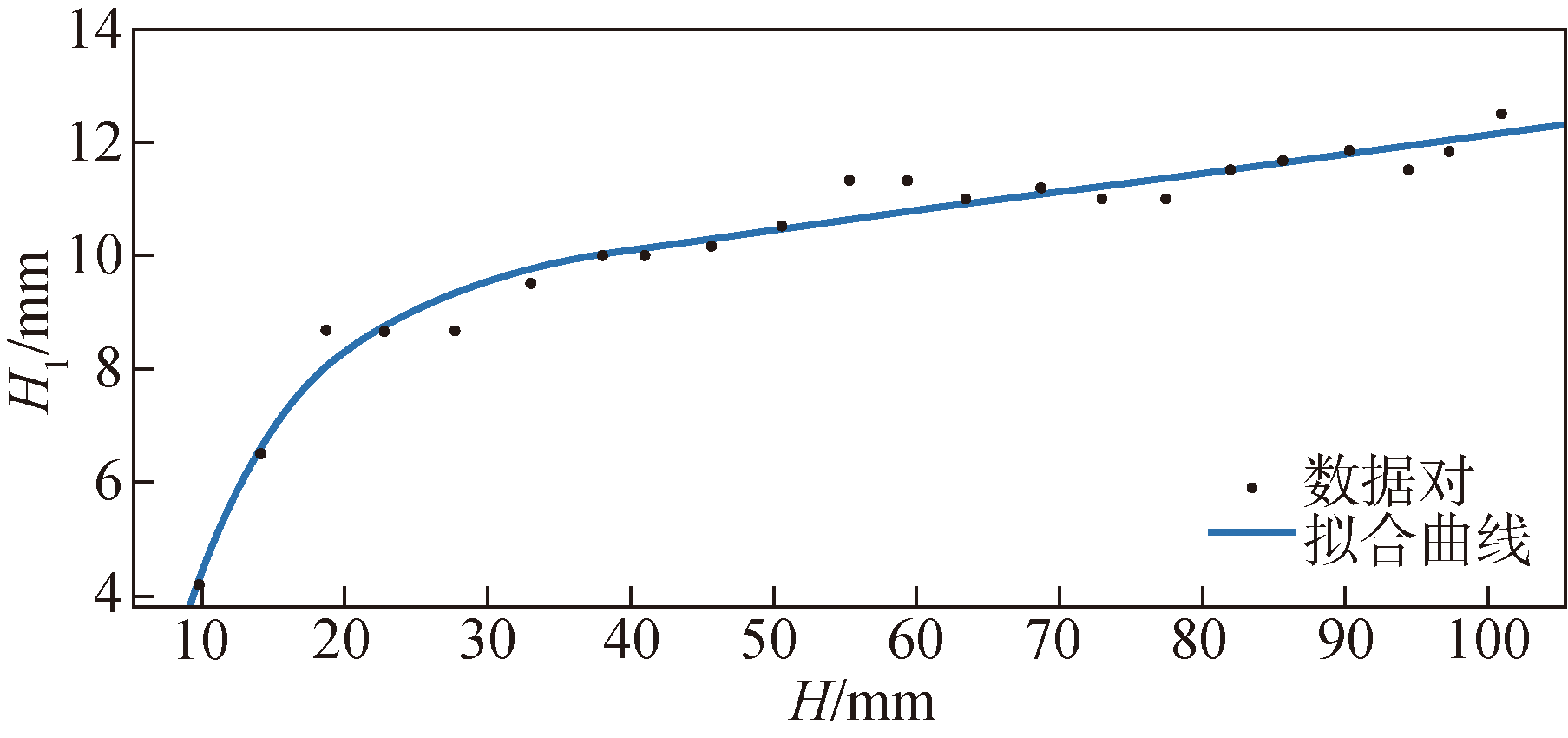
Fig.3 Fitting of stacking height and collapse height at arc extinguishing points

Fig.4 Modeling of machining tools(left:actual structure,middle: simplified structure,and right:implicit model)

Fig.5 Example of regional division
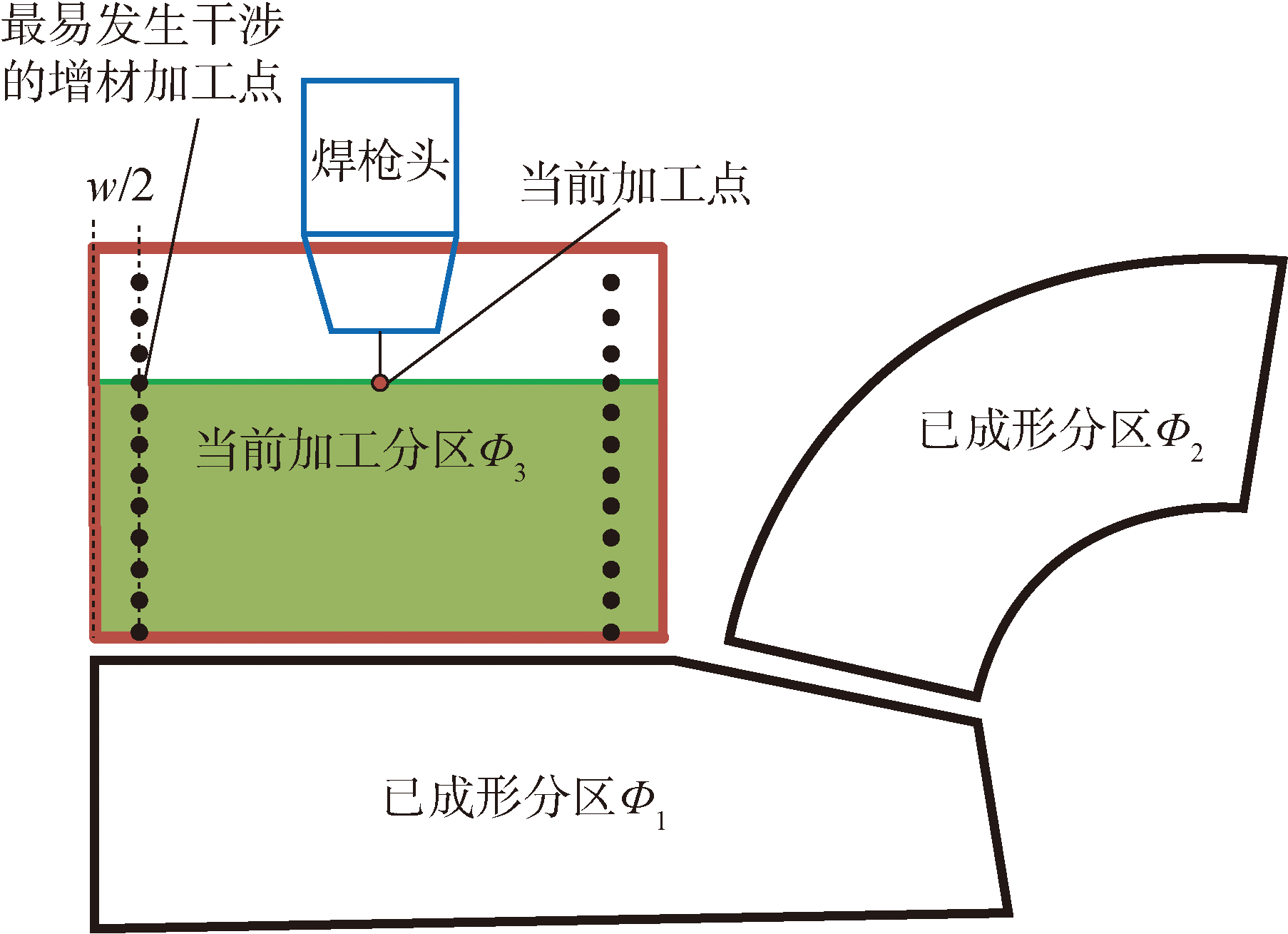
Fig.6 Distribution of additive manufacturing points
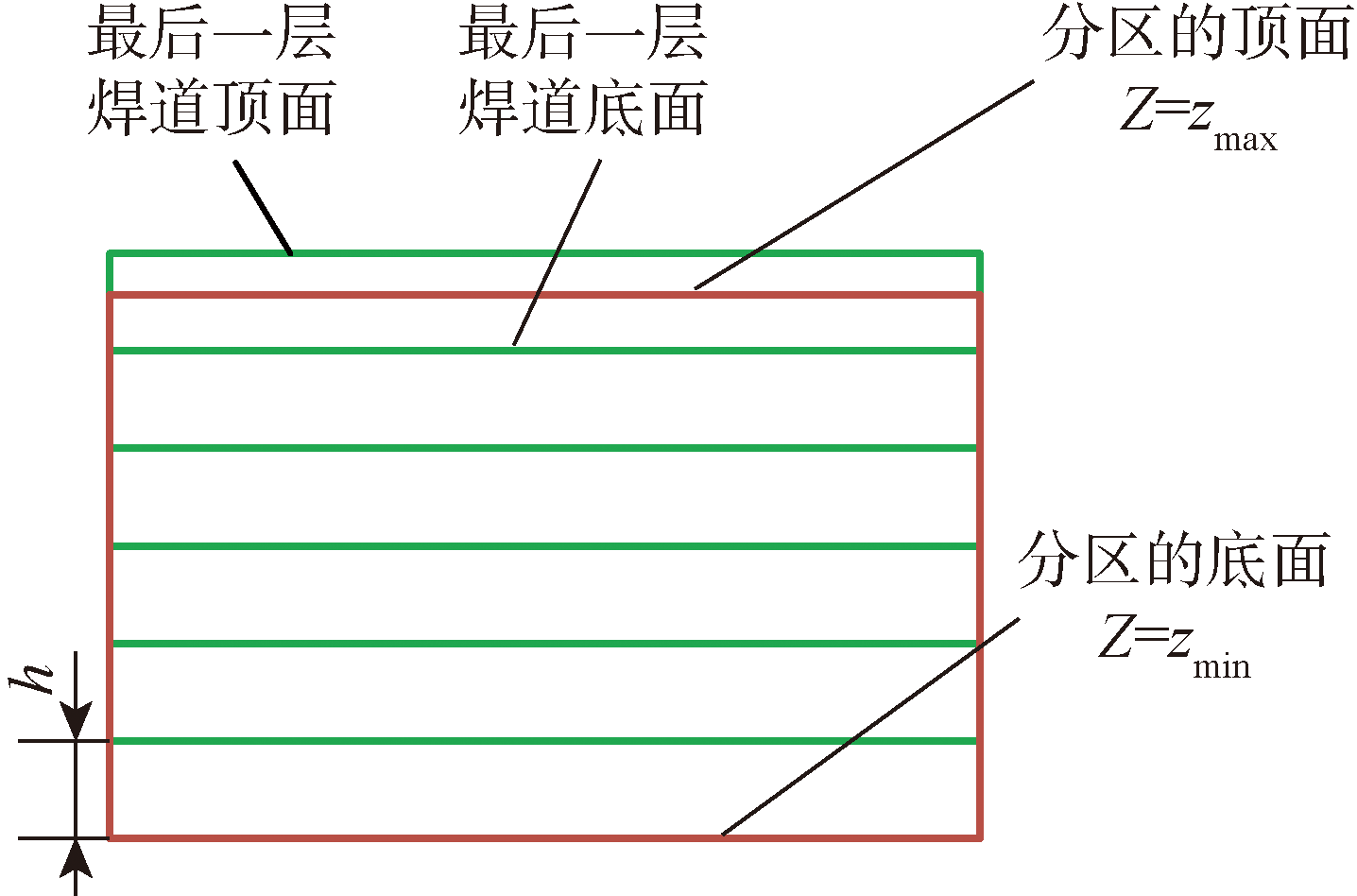
Fig.7 The number of stacking layers of sub region

Fig.8 All additive manufacturing points of subregion

Fig.9 All subtractive manufacturing points of subregion
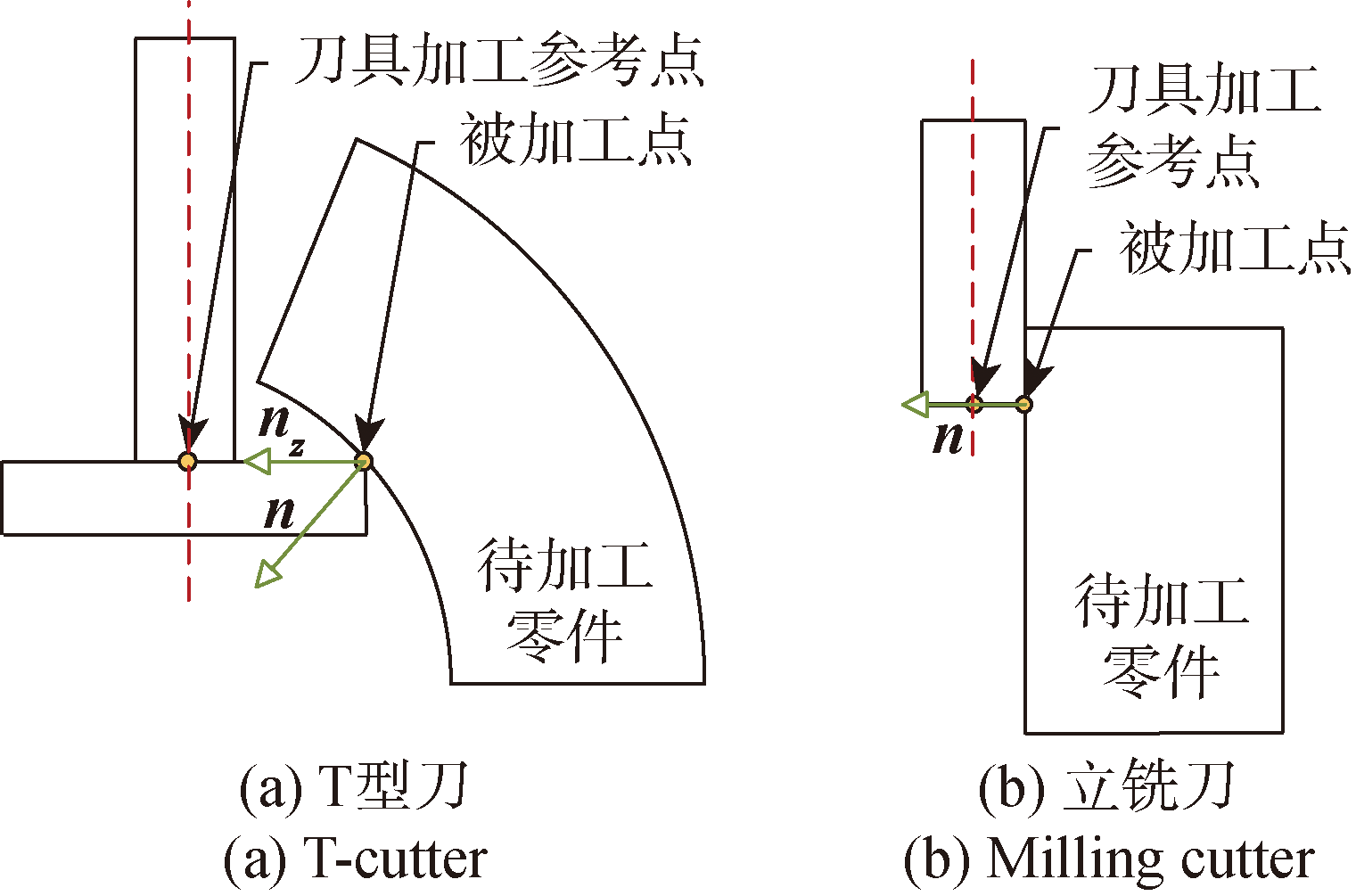
Fig.10 Machining pose of the cutting tool
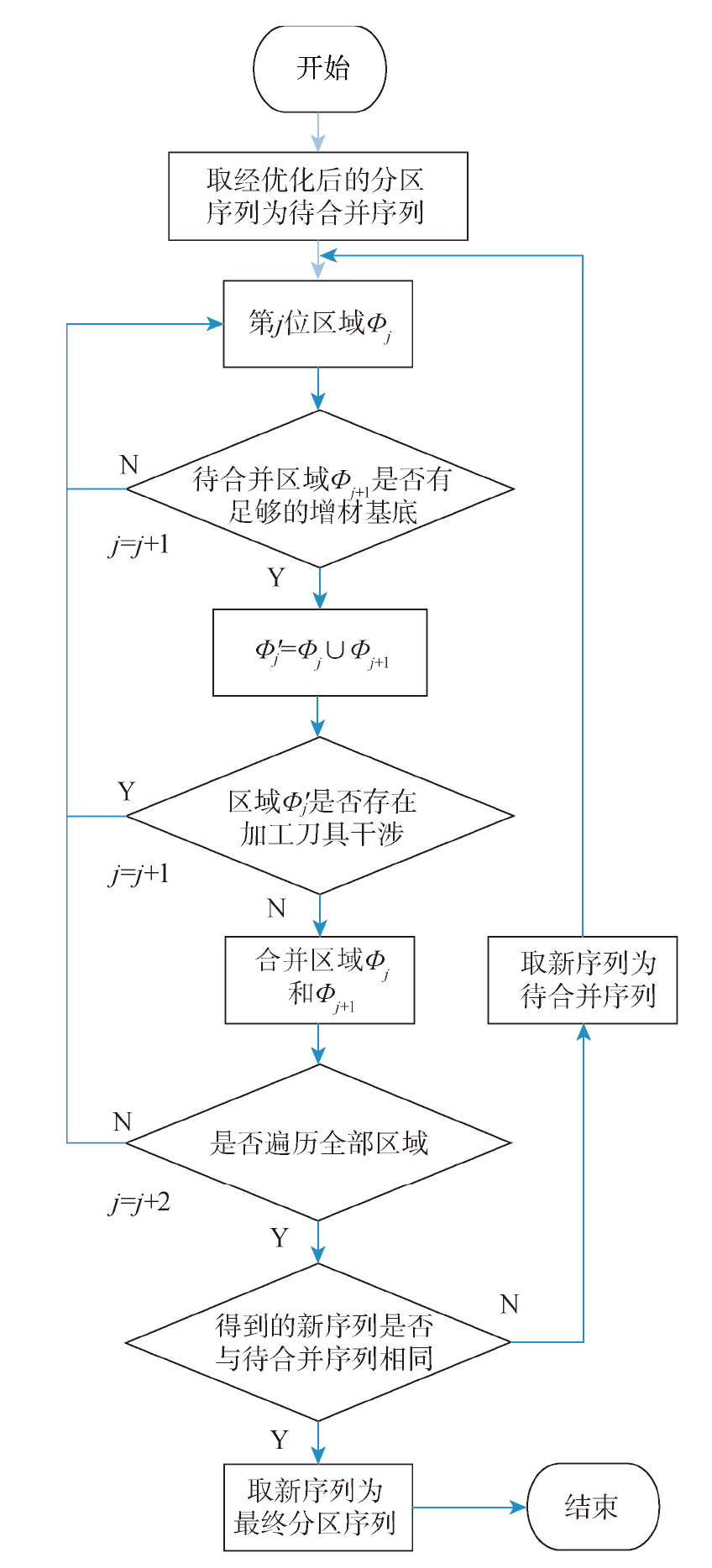
Fig.11 Flowchart of process merging algorithm

Fig.12 Part model
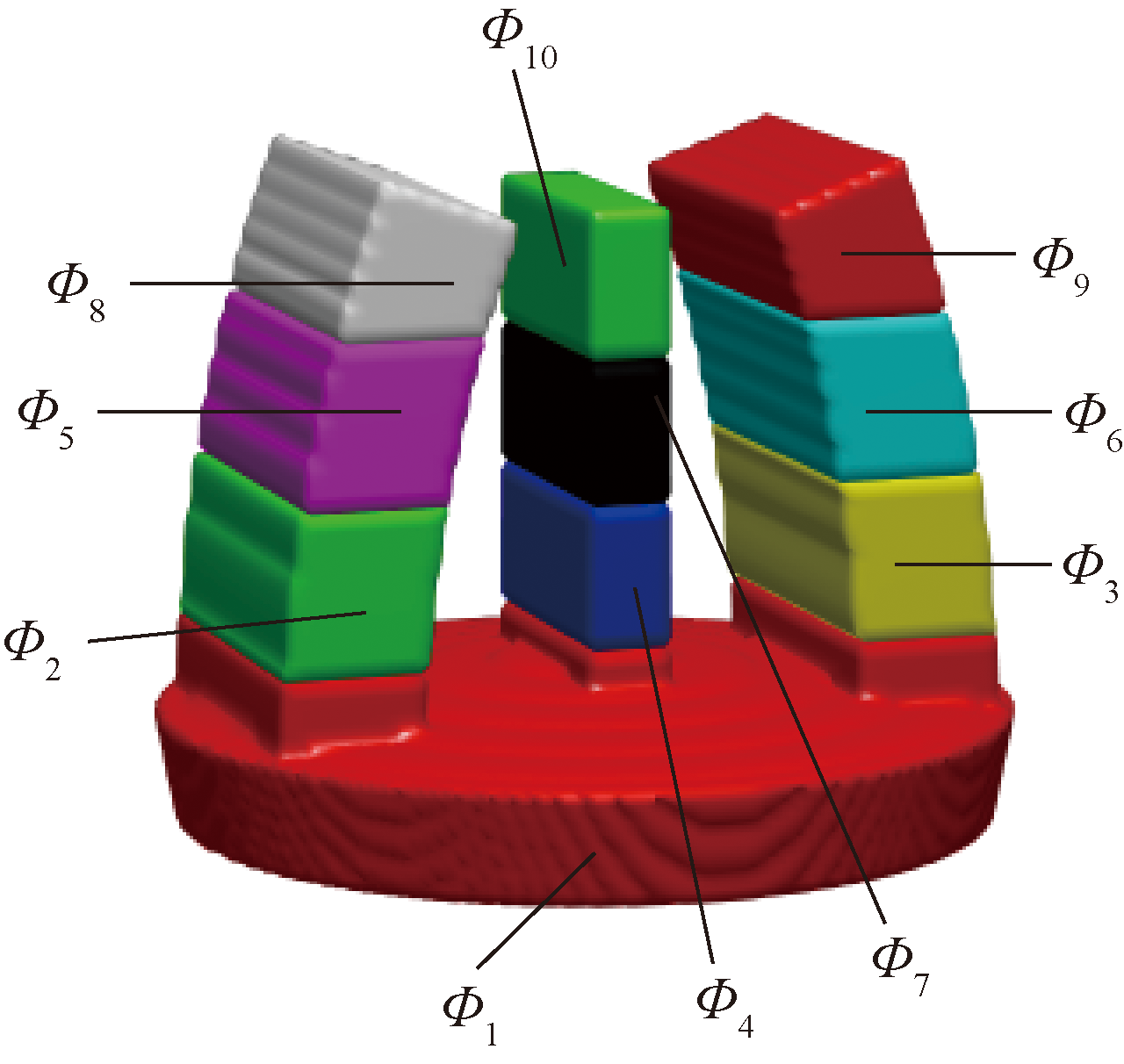
Fig.13 Preliminary regional division result
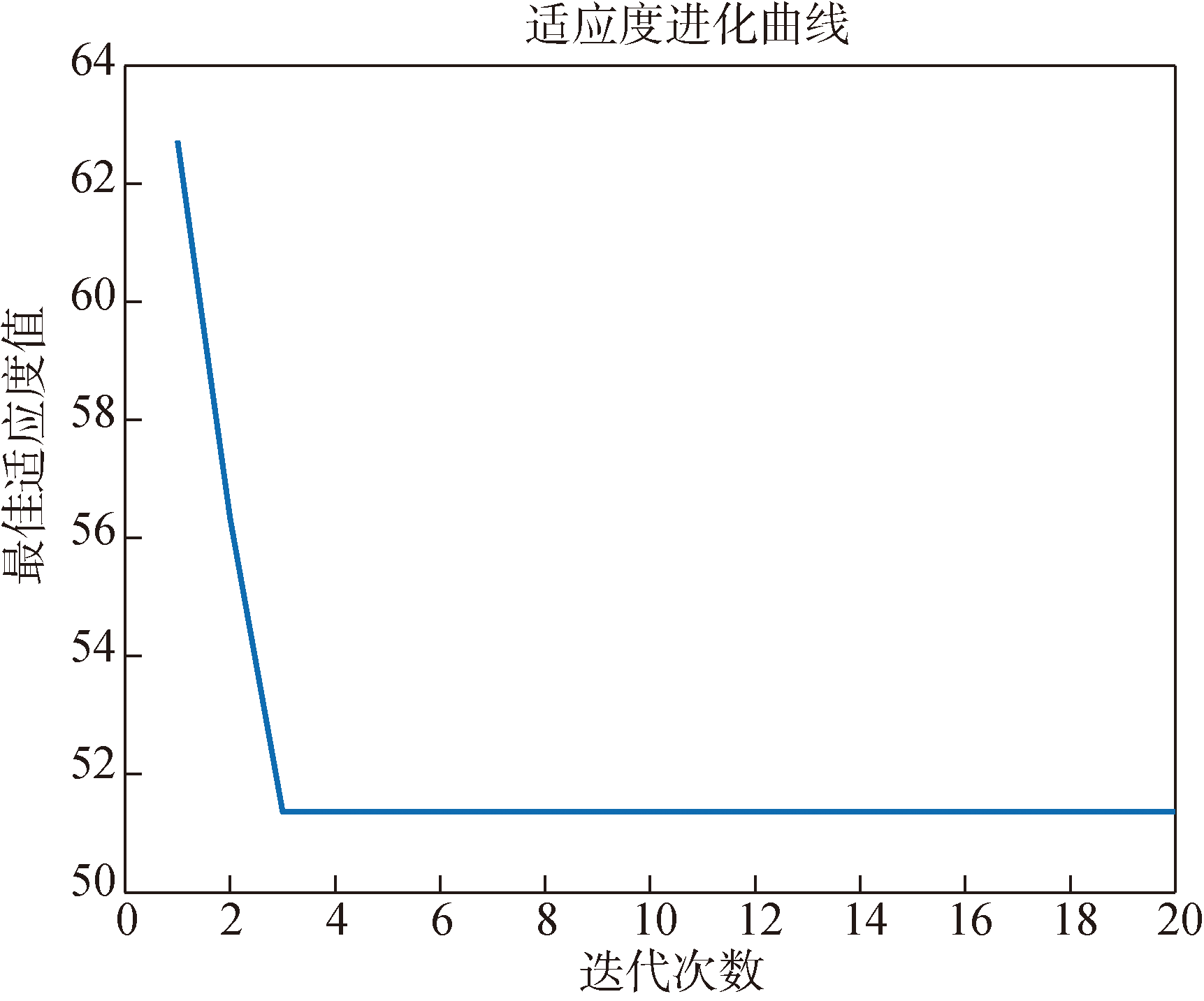
Fig.14 Optimization model solving process
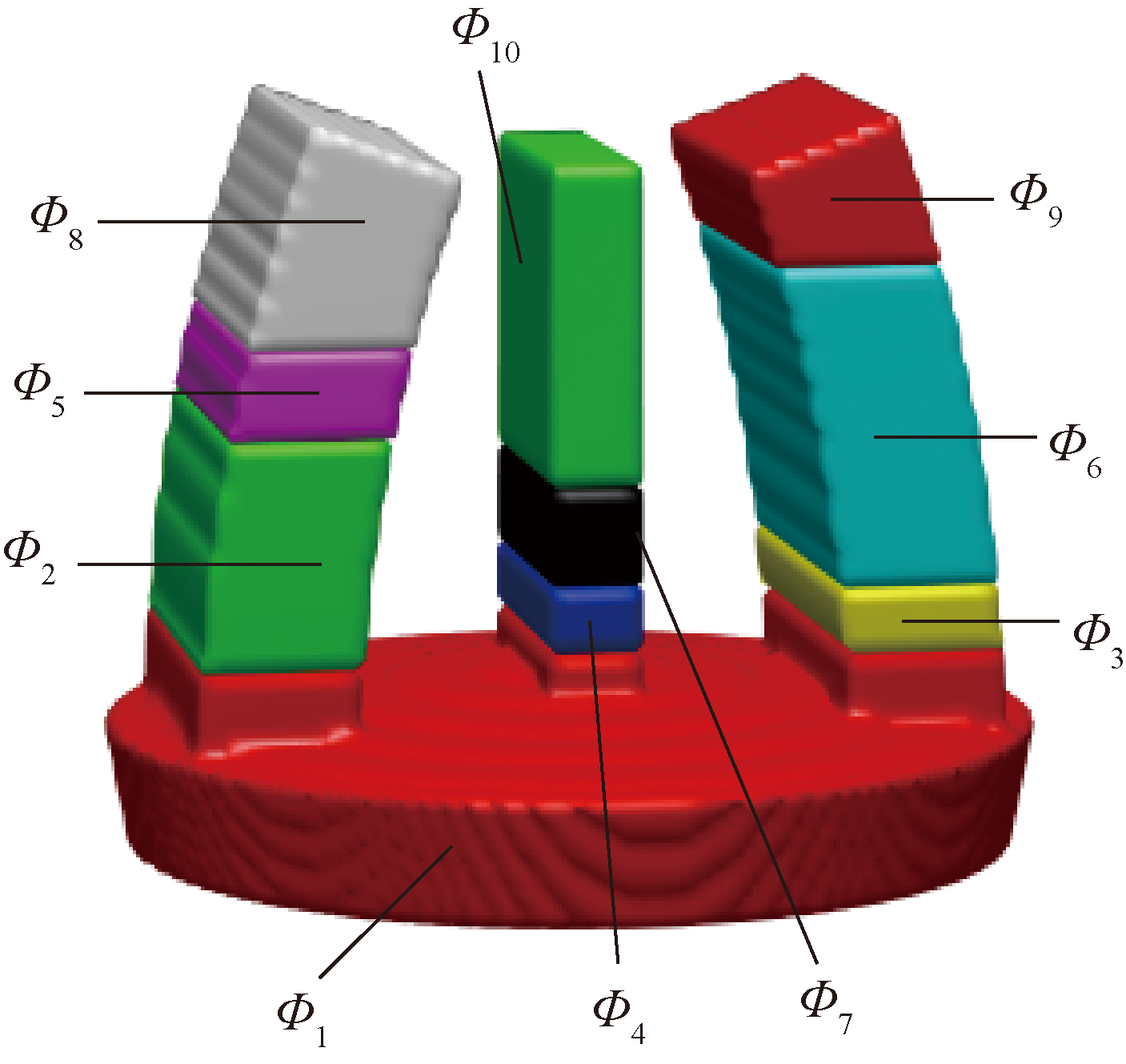
Fig.15 Optimization regions

Fig.16 Merged regions

Fig.17 Machining process simulation

Fig.18 Wire arc hybrid additive-subtractive manufacturing system
| 工艺参数 | 数值 |
|---|---|
| 焊丝牌号 | ER5356铝合金 |
| 每道冷却时间/s | 30 |
| 焊接电流/A | 19.3~19.7 |
| 电弧电压/V | 117~127 |
| 保护气流量/(L·min-1) | 20 |
| 焊接速度/(mm·s-1) | 10 |
| 铣削速度/(r·min-1) | 600~1200 |
Table 4 Main process parameters of actual processing
| 工艺参数 | 数值 |
|---|---|
| 焊丝牌号 | ER5356铝合金 |
| 每道冷却时间/s | 30 |
| 焊接电流/A | 19.3~19.7 |
| 电弧电压/V | 117~127 |
| 保护气流量/(L·min-1) | 20 |
| 焊接速度/(mm·s-1) | 10 |
| 铣削速度/(r·min-1) | 600~1200 |
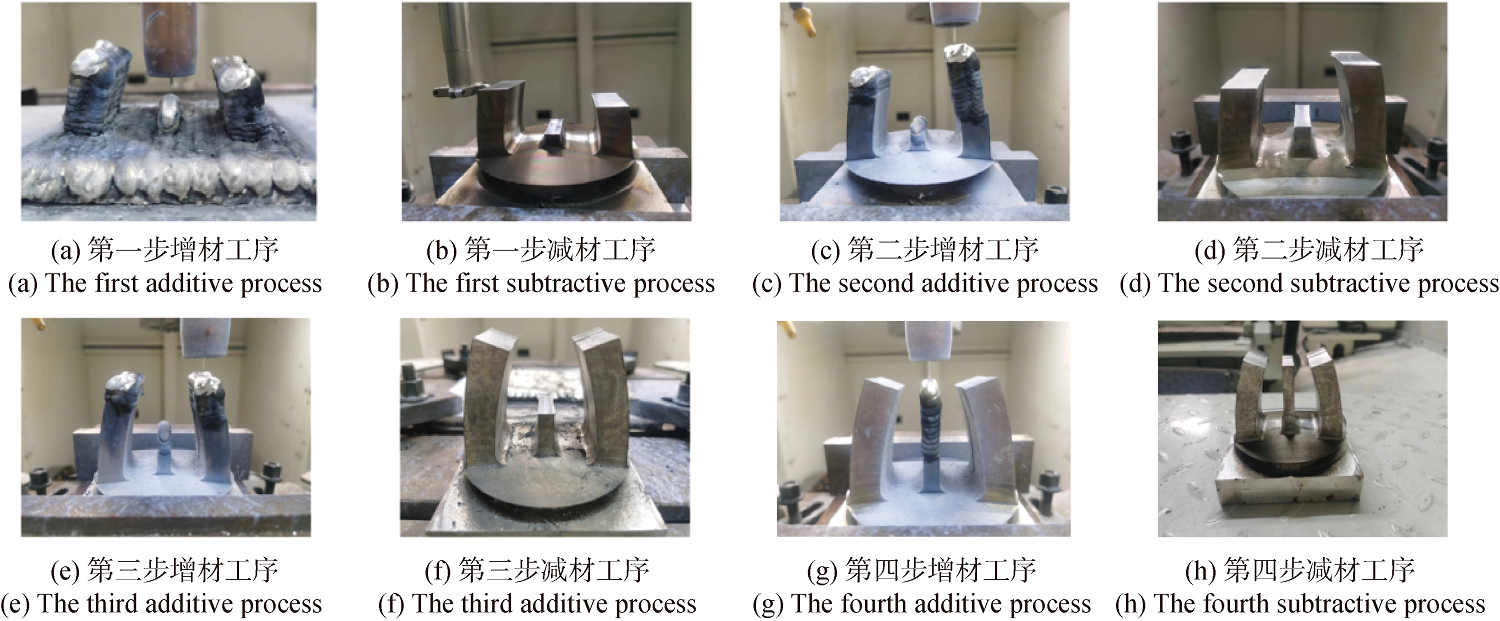
Fig.19 The process of producing parts through the wire arc hybrid additive-subtractive manufacturing
| [1] |
|
| [2] |
薛浩, 王涛, 黄广炎, 等. 增材制造316L不锈钢球形破片的弹道性能[J]. 兵工学报, 2024, 45(2):395-406.
doi: 10.12382/bgxb.2022.0740 |
|
doi: 10.12382/bgxb.2022.0740 |
|
| [3] |
|
| [4] |
|
| [5] |
王磊磊, 吕飞阅, 高转妮, 等. 电弧增材制造2319铝合金交叉桁条结构微观组织与拉伸性能研究[J]. 机械工程学报, 2023, 59(1):267-277.
|
|
|
|
| [6] |
|
| [7] |
卢振洋, 田宏宇, 陈树君, 等. 电弧增减材复合制造精度控制研究进展[J]. 金属学报, 2020, 56(1):83-98.
doi: 10.11900/0412.1961.2019.00053 |
|
doi: 10.11900/0412.1961.2019.00053 |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
张建, 李涛, 林红霞, 等. 焊丝成分对高氮钢CMT+P焊工艺性的影响[J]. 兵工学报, 2023, 44(3):792-798.
doi: 10.12382/bgxb.2021.0799 |
|
doi: 10.12382/bgxb.2021.0799 |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
李欢欢, 刘辉, 盖江涛, 等. 基于粒子群优化算法PID参数优化的双电机耦合驱动履带车辆转向控制[J]. 兵工学报, 2024, 45(3):916-924.
doi: 10.12382/bgxb.2022.0788 |
|
doi: 10.12382/bgxb.2022.0788 |
| [1] | LI Qingsong, WANG Lei, ZHAO Ning, ZHANG Xiaotian, ZHANG Lei, WANG Kehong. Finite Element Simulation Analysis and Experimental Study of Arc Additive Frame Structure [J]. Acta Armamentarii, 2025, 46(7): 240629-. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||