
Responsible Institution: China Association for Science and Technology
Sponsor: China Ordnance Society
ISSN 1000-1093 CN 11-2176/TJ
Sponsor: China Ordnance Society
ISSN 1000-1093 CN 11-2176/TJ
Acta Armamentarii ›› 2023, Vol. 44 ›› Issue (4): 994-1005.doi: 10.12382/bgxb.2021.0857
Previous Articles Next Articles
GAO Hang1,*( ), LAN Baohua1, XU Qihao1, CHEN Liangzi2, XIAO Guangming2
), LAN Baohua1, XU Qihao1, CHEN Liangzi2, XIAO Guangming2
Received:2021-12-21
Online:2023-04-28
Contact:
GAO Hang
GAO Hang, LAN Baohua, XU Qihao, CHEN Liangzi, XIAO Guangming. Influence of Machining Parameters on the Milling Quality of T800 CFRP[J]. Acta Armamentarii, 2023, 44(4): 994-1005.
Add to citation manager EndNote|Ris|BibTeX
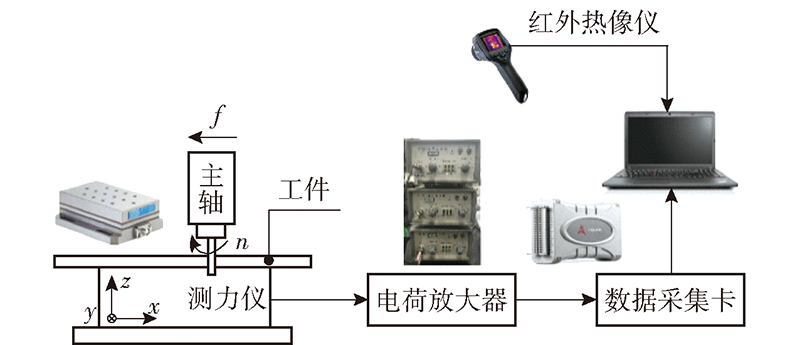
Fig.1 Test principle

Fig.2 Test site
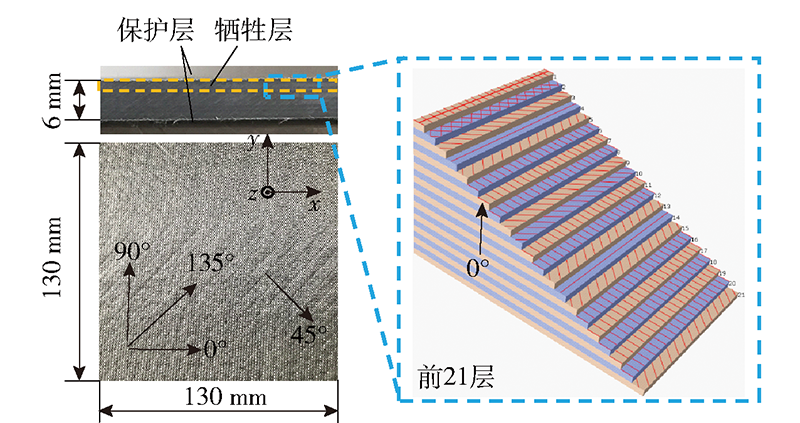
Fig.3 Test material and paving angle of the first 21 layers
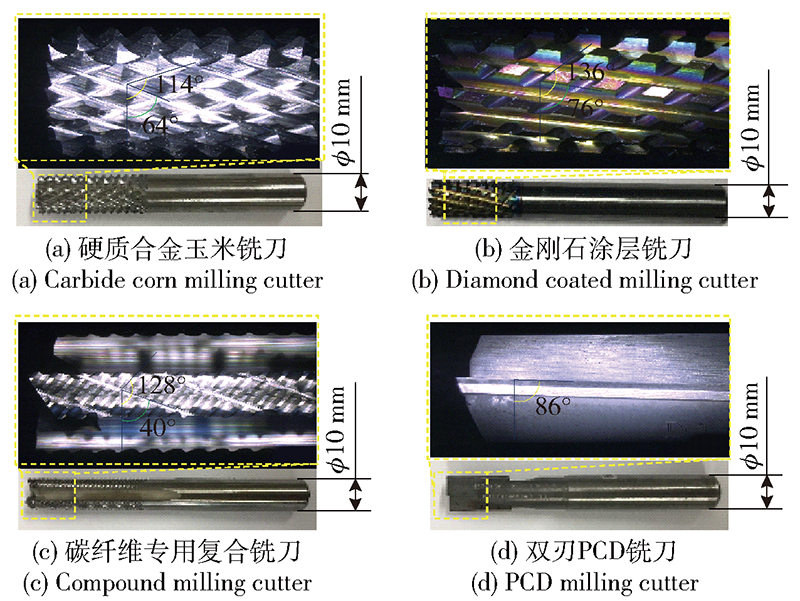
Fig.4 Test tools
| 刀具 | 前角/ (°) | 后角/ (°) | 左螺 旋角/ (°) | 右螺 旋角/ (°) | 齿数 | 直径/ mm | 刀刃 区域长 度/mm | 总 长度/ mm |
|---|---|---|---|---|---|---|---|---|
| 玉米铣刀 | 6 | 12 | 114 | 64 | 16 | 10 | 28 | 63 |
| 涂层铣刀 | 8 | 11 | 136 | 76 | 12 | 10 | 22 | 75 |
| 复合铣刀 | 5 | 9 | 128 | 40 | 4 | 10 | 30 | 80 |
| PCD铣刀 | 3 | 10 | 86 | 2 | 10 | 16 | 73 |
Table 1 Geometric parameters of the tools
| 刀具 | 前角/ (°) | 后角/ (°) | 左螺 旋角/ (°) | 右螺 旋角/ (°) | 齿数 | 直径/ mm | 刀刃 区域长 度/mm | 总 长度/ mm |
|---|---|---|---|---|---|---|---|---|
| 玉米铣刀 | 6 | 12 | 114 | 64 | 16 | 10 | 28 | 63 |
| 涂层铣刀 | 8 | 11 | 136 | 76 | 12 | 10 | 22 | 75 |
| 复合铣刀 | 5 | 9 | 128 | 40 | 4 | 10 | 30 | 80 |
| PCD铣刀 | 3 | 10 | 86 | 2 | 10 | 16 | 73 |
| 水平 | n/(r·min-1) | f/(mm·min-1) | ae/mm |
|---|---|---|---|
| 1 | 5000 | 200 | 1.0 |
| 2 | 7000 | 300 | 1.5 |
| 3 | 8000 | 400 | 2.5 |
| 4 | 10000 | 500 | 3.0 |
Table 2 Single-factor test parameters
| 水平 | n/(r·min-1) | f/(mm·min-1) | ae/mm |
|---|---|---|---|
| 1 | 5000 | 200 | 1.0 |
| 2 | 7000 | 300 | 1.5 |
| 3 | 8000 | 400 | 2.5 |
| 4 | 10000 | 500 | 3.0 |
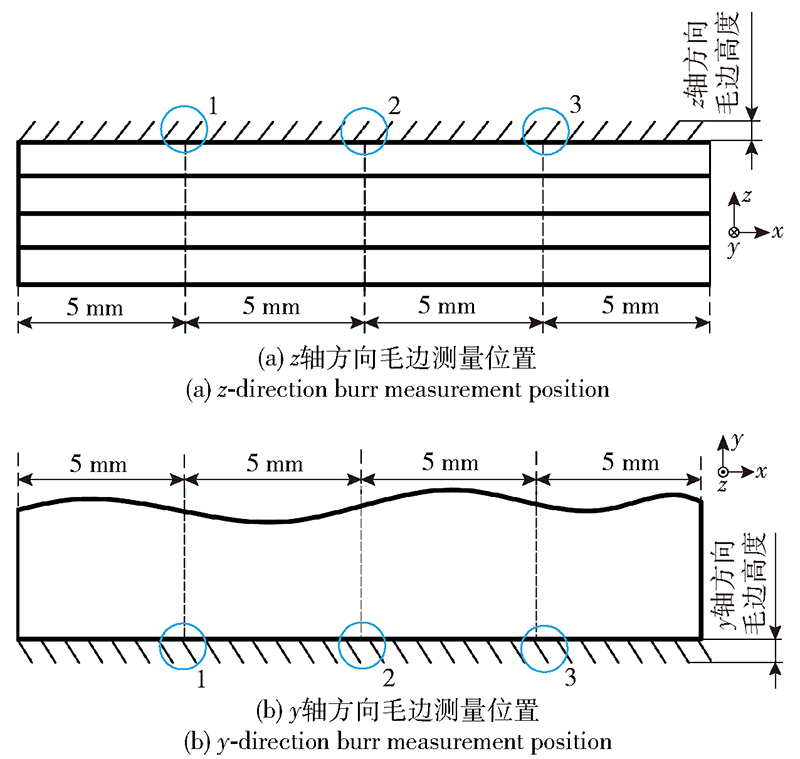
Fig.5 Position for burr measurement
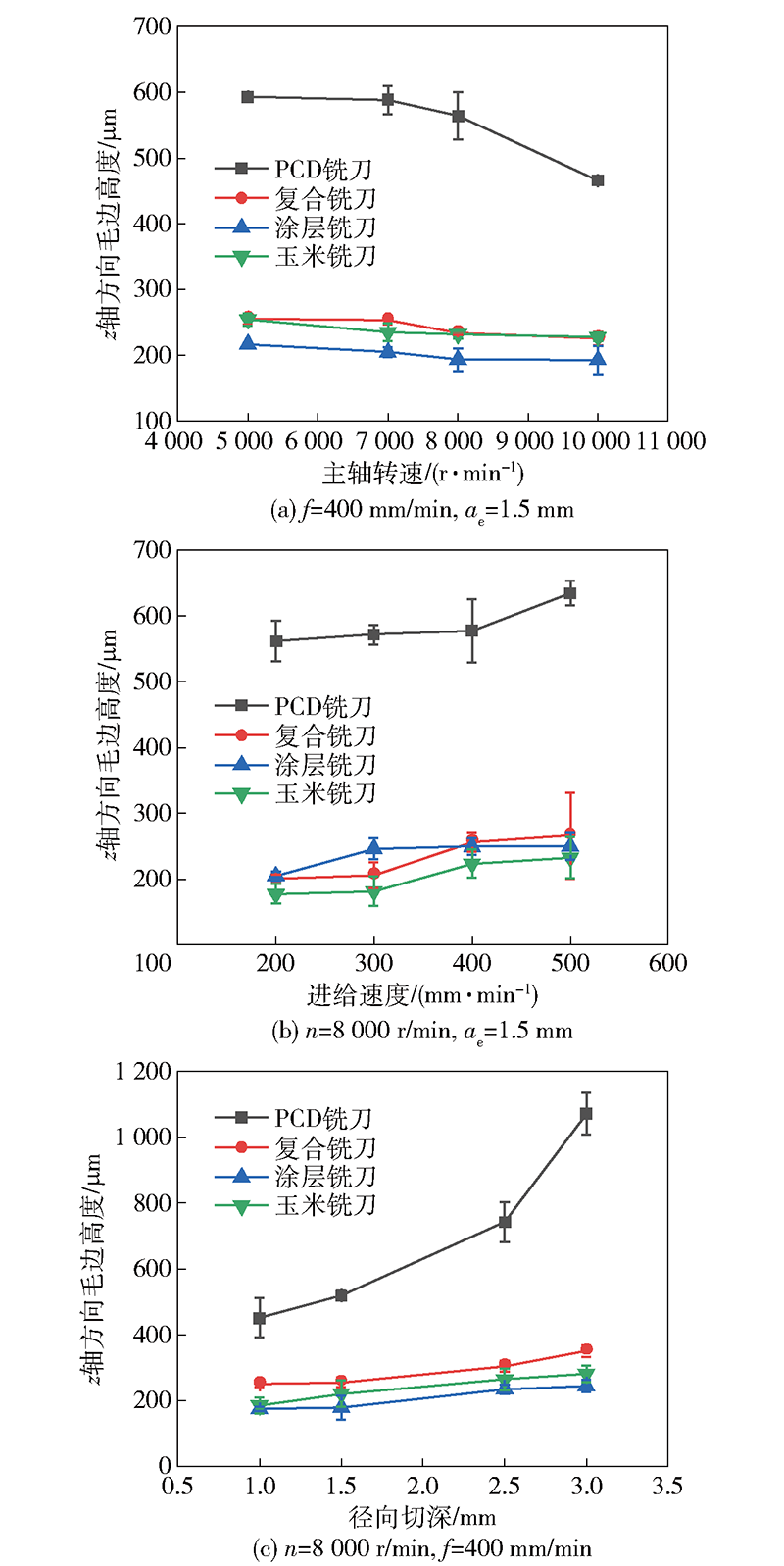
Fig.6 z-direction burr height

Fig.7 y-direction burr height
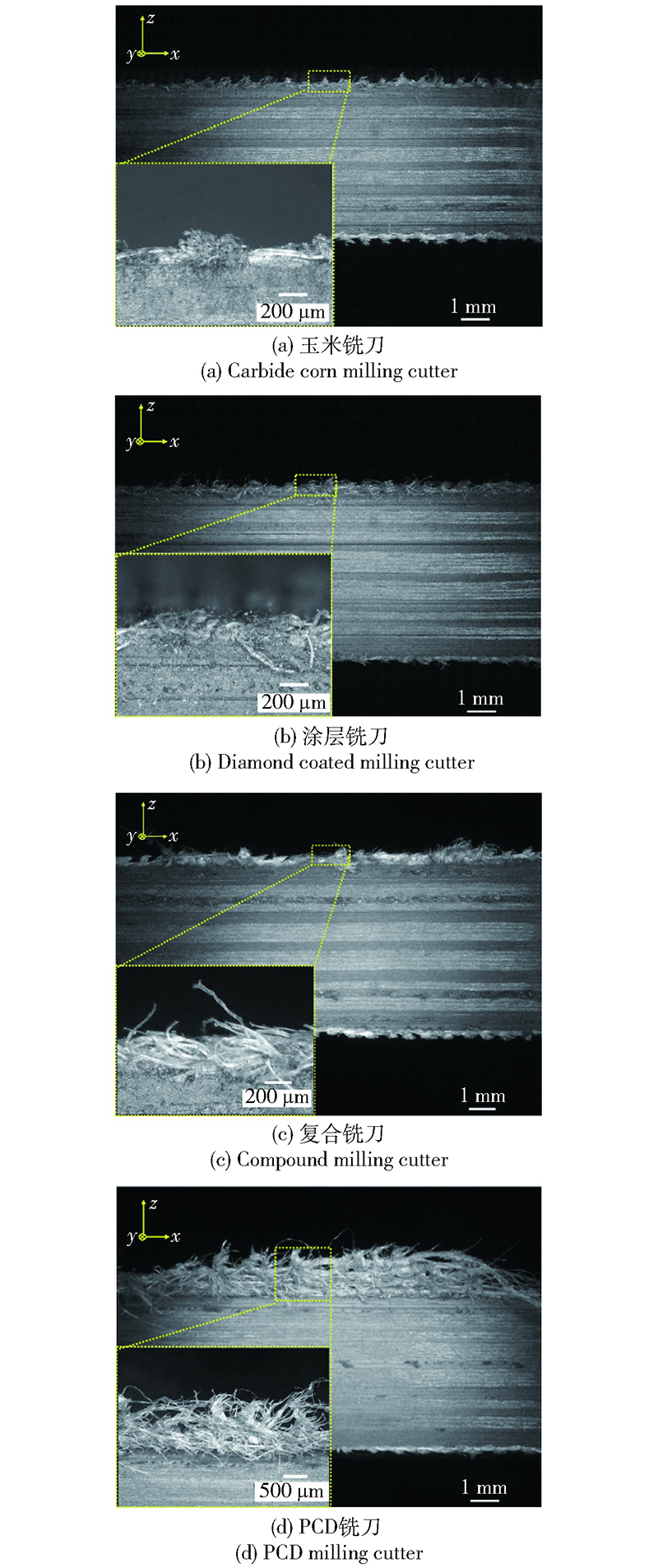
Fig.8 Comparison of surface burr heights (n=8000r/min, f=400mm/min, ae=2.5mm)

Fig.9 Micro-edge milling and integral edge milling
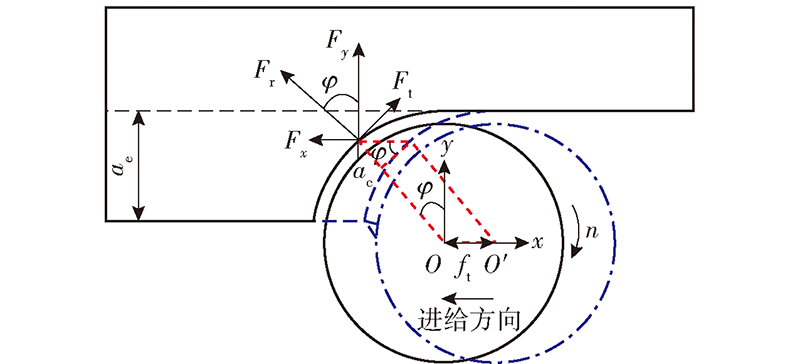
Fig.10 Force analysis
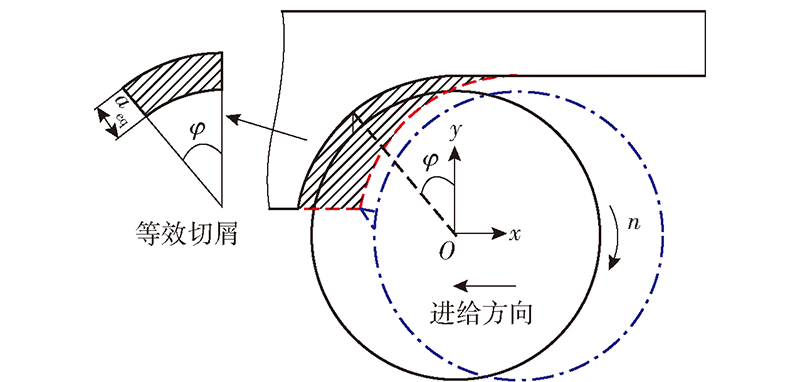
Fig.11 Equivalent chip and equivalent chip thickness
| 刀具 | f=400 mm/min, ae=1.5 mm | n=8000 r/min, ae=1.5 mm | n=8000 r/min, f=400 mm/min |
|---|---|---|---|
| 压米铣刀 | | | |
| 涂层铣刀 | | | |
| 复合铣刀 | | | |
| PCD铣刀 | | | |
Table 3 Effects of parameters on tangential specific cutting energy and y-direction burr height for different tools
| 刀具 | f=400 mm/min, ae=1.5 mm | n=8000 r/min, ae=1.5 mm | n=8000 r/min, f=400 mm/min |
|---|---|---|---|
| 压米铣刀 | | | |
| 涂层铣刀 | | | |
| 复合铣刀 | | | |
| PCD铣刀 | | | |
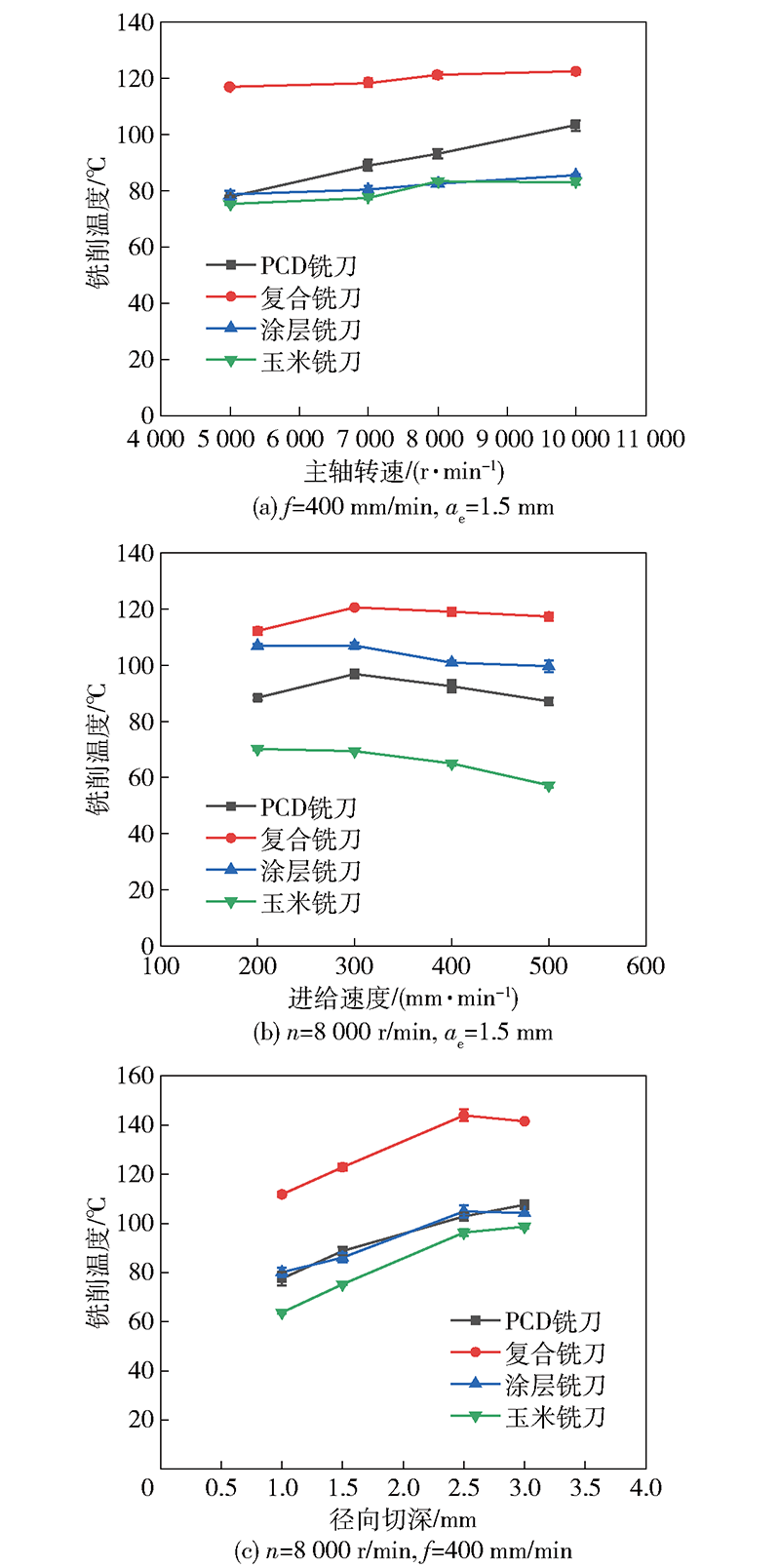
Fig.12 Maximum milling temperature of the four tools
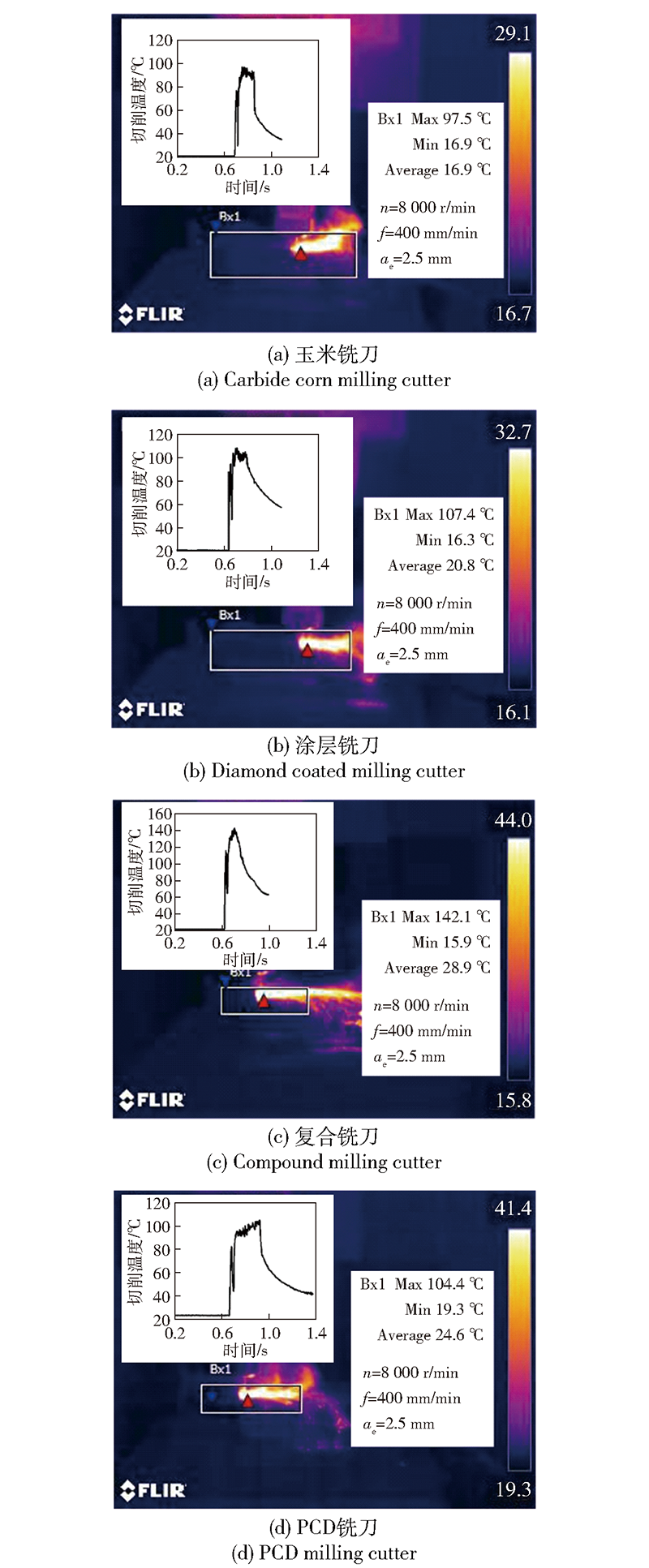
Fig.13 Infrared image of milling temperature
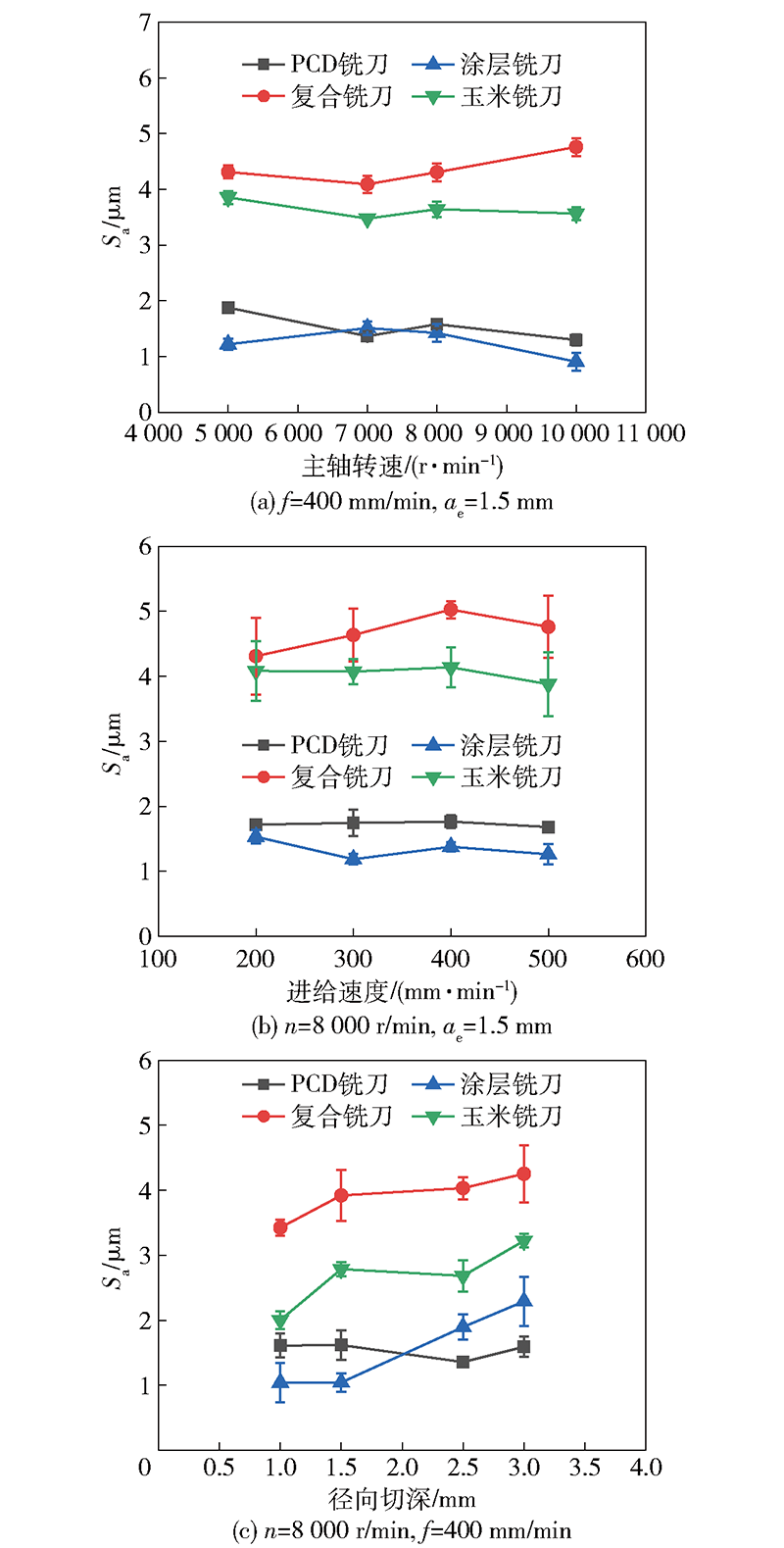
Fig.14 Machined surface roughness Sa

Fig.15 Effects of milling temperature on fiber fracture[25]

Fig.16 Machined surface topography
| [1] |
doi: 10.1016/j.proeng.2017.04.084 URL |
| [2] |
doi: 10.1007/s00170-017-0023-9 URL |
| [3] |
doi: 10.1007/s00170-020-06163-3 |
| [4] |
|
| [5] |
doi: 10.1007/s00170-018-1937-6 |
| [6] |
doi: 10.1007/s00170-018-2312-3 |
| [7] |
秦旭达, 张艳, 李皓, 等. 混联机器人UD-CFRP铣削过程切削力及加工质量分析[J]. 机械科学与技术, 2020, 39(12): 1898-1905.
|
|
|
|
| [8] |
doi: 10.1016/j.compositesa.2016.10.025 URL |
| [9] |
doi: 10.1016/j.procir.2018.09.039 URL |
| [10] |
张勋, 陈燕, 徐九华, 等. 大厚径碳纤维复合材料三维钻削有限元仿真及试验研究[J]. 金刚石与磨料磨具工程, 2020, 40(2): 53-60.
|
|
|
|
| [11] |
doi: 10.1016/j.jmatprotec.2019.116541 URL |
| [12] |
周井文, 秦文津, 穆英娟, 等. 碳纤维复合材料铣削与磨削加工对比研究[J]. 金刚石与磨料磨具工程, 2020, 40(4): 76-80.
|
|
|
|
| [13] |
doi: 10.1007/s00170-018-2297-y |
| [14] |
段春争, 李朋欣, 张方圆, 等. 不同材料刀具铣削碳纤维增强复合材料磨损机理[J]. 哈尔滨工程大学学报, 2018, 39(10): 1655-1660.
|
|
|
|
| [15] |
龚佑宏, 韩舒, 晏冬秀, 等. 碳纤维复合材料表面铣削加工性能研究[C]∥第二届上海复合材料学术会议. 上海: 上海市复合材料学会, 上海复合材料产业技术创新战略联盟, 2016: 1-13.
|
|
|
|
| [16] |
doi: 10.1016/j.ijmachtools.2015.10.003 URL |
| [17] |
doi: 10.1081/MST-100108616 URL |
| [18] |
万敏, 李少恩, 原恒, 等. CFRP铣削力建模研究[J]. 南京航空航天大学学报, 2019, 51(3): 272-280.
|
|
|
|
| [19] |
doi: 10.1007/s00170-016-8482-y URL |
| [20] |
doi: 10.1016/j.compstruct.2020.113127 URL |
| [21] |
doi: 10.1088/2053-1591/ab30de URL |
| [22] |
周井文, 陈燕, 傅玉灿, 等. 进给速度对不同纤维方向CFRP铣削表面形貌的影响[J]. 复合材料学报, 2015, 32(2): 370-377.
|
|
|
|
| [23] |
殷俊伟, 贾振元, 王福吉, 等. 基于CFRP切削过程仿真的面下损伤形成分析[J]. 机械工程学报, 2016, 52(17): 58-64.
doi: 10.3901/JME.2016.17.058 |
|
doi: 10.3901/JME.2016.17.058 |
|
| [24] |
doi: 10.1080/10910344.2018.1449214 URL |
| [25] |
doi: 10.1002/pc.v39.2 URL |
| [26] |
doi: 10.1016/j.compositesb.2020.107774 URL |
| No related articles found! |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||