
主管单位:中国科学技术协会
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
兵工学报 ›› 2023, Vol. 44 ›› Issue (4): 994-1005.doi: 10.12382/bgxb.2021.0857
高航1,*( ), 兰宝华1, 许启灏1, 陈亮子2, 肖光明2
), 兰宝华1, 许启灏1, 陈亮子2, 肖光明2
收稿日期:2021-12-21
上线日期:2023-04-28
通讯作者:
GAO Hang1,*(), LAN Baohua1, XU Qihao1, CHEN Liangzi2, XIAO Guangming2
Received:2021-12-21
Online:2023-04-28
摘要:
增大层厚和增加牺牲层加工工序,是控制大型航空碳纤维复合材料构件形变和装配精度的重要手段,然而如何对其牺牲层进行大余量高效铣削的同时确保无撕裂分层损伤面临挑战。表面柔软的玻璃纤维保护层和内部坚硬的碳纤维复合材料牺牲层因二者的材料性能差异较大,在铣削加工过程中很难同时确保二者均无毛边和分层。为此以某大型航空构件使用的T800碳纤维增强复合材料侧面铣削为例,开展了加工参数对材料铣削质量的影响试验研究,通过分别对硬质合金玉米铣刀、金刚石涂层铣刀、碳纤维专用复合铣刀和双刃聚晶金刚石铣刀4种不同结构形式刀具的铣削力、铣削温度以及加工表面粗糙度进行试验研究,分析了不同加工参数对表面加工质量的影响。试验结果表明:加工表面毛边高度随主轴转速的增加有减小的趋势,随进给速度和径向切深的增加有增大的趋势;较高的铣削温度会引起不同方向的纤维断裂位置发生偏移,导致加工表面粗糙度增大;采用锋利的刃形和多微刃铣削方式,在确保内部碳纤维增强复合材料加工质量的前提下,能够显著改善加工表面的毛边现象,使用左右旋微刃结构的刀具可以使铣削过程更加稳定。
高航, 兰宝华, 许启灏, 陈亮子, 肖光明. 加工参数对T800碳纤维增强复合材料铣削质量的影响[J]. 兵工学报, 2023, 44(4): 994-1005.
GAO Hang, LAN Baohua, XU Qihao, CHEN Liangzi, XIAO Guangming. Influence of Machining Parameters on the Milling Quality of T800 CFRP[J]. Acta Armamentarii, 2023, 44(4): 994-1005.
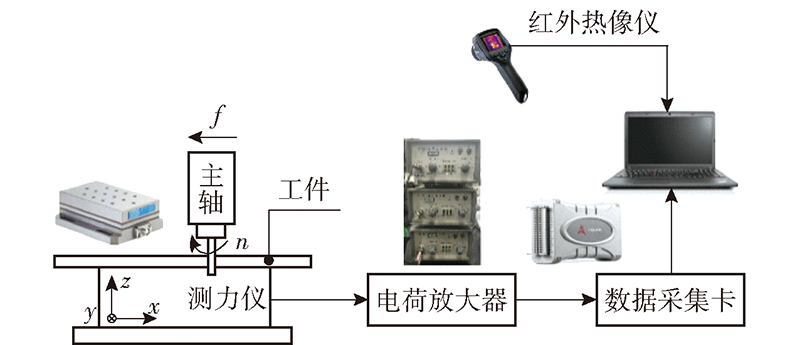
图1 试验原理
Fig.1 Test principle

图2 试验现场
Fig.2 Test site
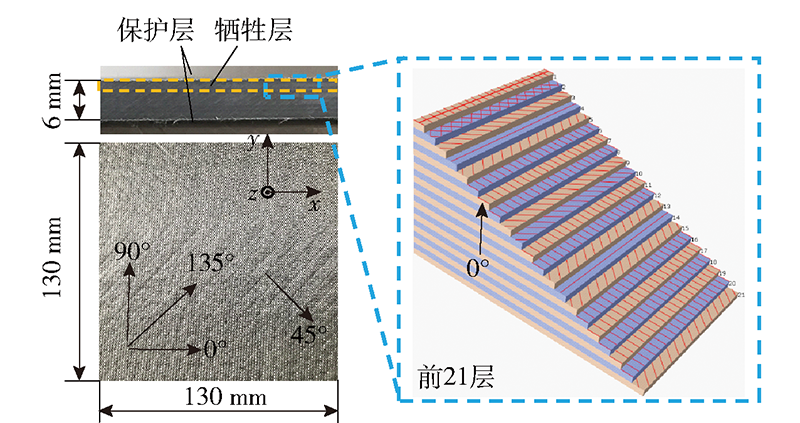
图3 试验材料及前21层铺层角度
Fig.3 Test material and paving angle of the first 21 layers
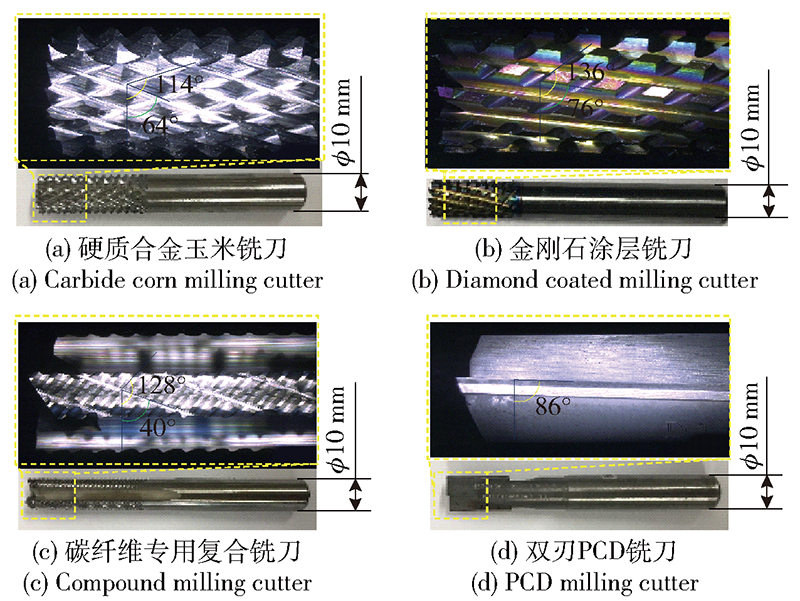
图4 试验刀具
Fig.4 Test tools
| 刀具 | 前角/ (°) | 后角/ (°) | 左螺 旋角/ (°) | 右螺 旋角/ (°) | 齿数 | 直径/ mm | 刀刃 区域长 度/mm | 总 长度/ mm |
|---|---|---|---|---|---|---|---|---|
| 玉米铣刀 | 6 | 12 | 114 | 64 | 16 | 10 | 28 | 63 |
| 涂层铣刀 | 8 | 11 | 136 | 76 | 12 | 10 | 22 | 75 |
| 复合铣刀 | 5 | 9 | 128 | 40 | 4 | 10 | 30 | 80 |
| PCD铣刀 | 3 | 10 | 86 | 2 | 10 | 16 | 73 |
表1 刀具几何参数
Table 1 Geometric parameters of the tools
| 刀具 | 前角/ (°) | 后角/ (°) | 左螺 旋角/ (°) | 右螺 旋角/ (°) | 齿数 | 直径/ mm | 刀刃 区域长 度/mm | 总 长度/ mm |
|---|---|---|---|---|---|---|---|---|
| 玉米铣刀 | 6 | 12 | 114 | 64 | 16 | 10 | 28 | 63 |
| 涂层铣刀 | 8 | 11 | 136 | 76 | 12 | 10 | 22 | 75 |
| 复合铣刀 | 5 | 9 | 128 | 40 | 4 | 10 | 30 | 80 |
| PCD铣刀 | 3 | 10 | 86 | 2 | 10 | 16 | 73 |
| 水平 | n/(r·min-1) | f/(mm·min-1) | ae/mm |
|---|---|---|---|
| 1 | 5000 | 200 | 1.0 |
| 2 | 7000 | 300 | 1.5 |
| 3 | 8000 | 400 | 2.5 |
| 4 | 10000 | 500 | 3.0 |
表2 单因素试验参数
Table 2 Single-factor test parameters
| 水平 | n/(r·min-1) | f/(mm·min-1) | ae/mm |
|---|---|---|---|
| 1 | 5000 | 200 | 1.0 |
| 2 | 7000 | 300 | 1.5 |
| 3 | 8000 | 400 | 2.5 |
| 4 | 10000 | 500 | 3.0 |
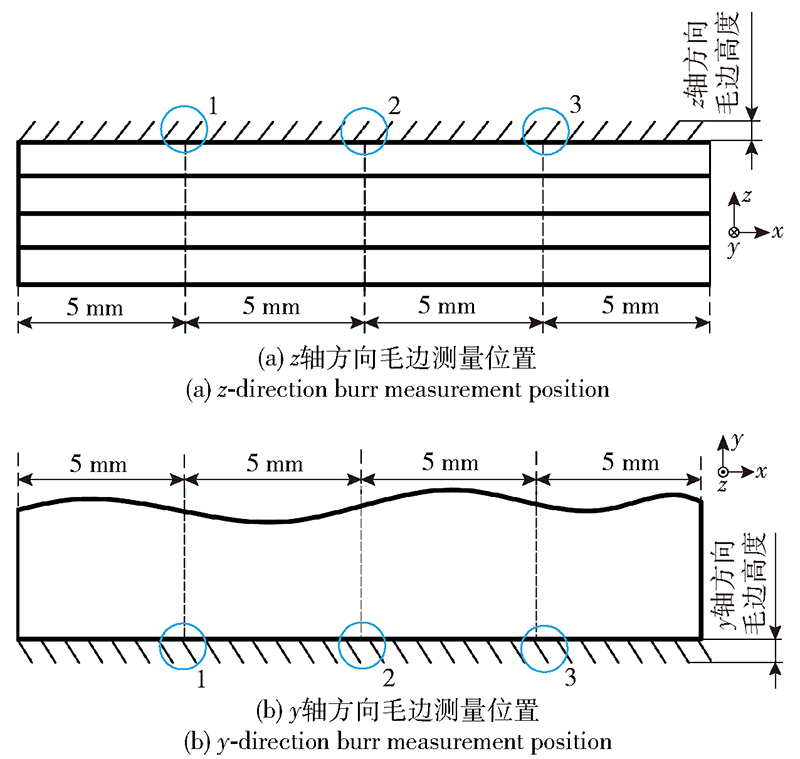
图5 毛边测量位置
Fig.5 Position for burr measurement
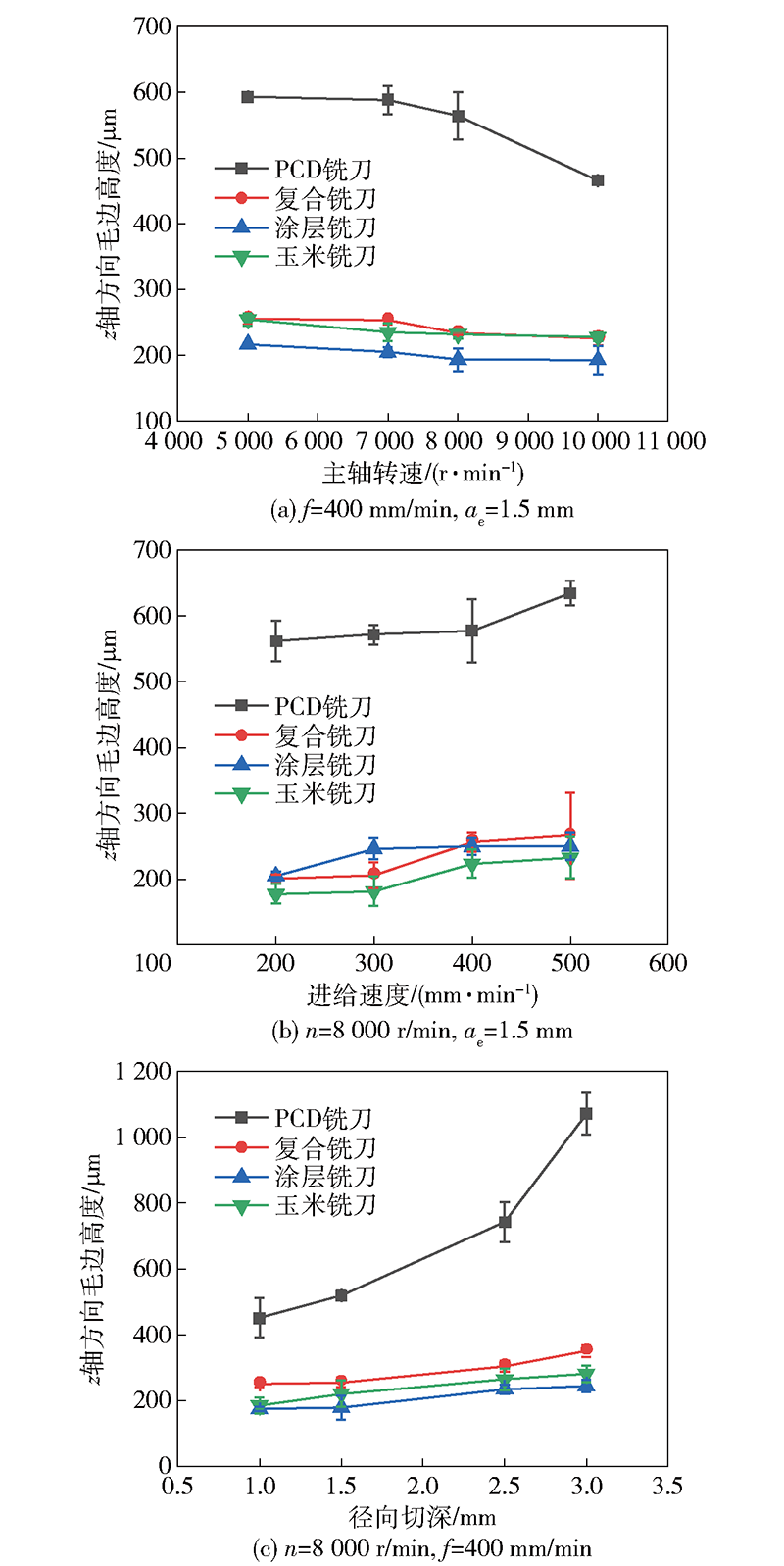
图6 z轴方向毛边高度
Fig.6 z-direction burr height

图7 y轴方向毛边高度
Fig.7 y-direction burr height
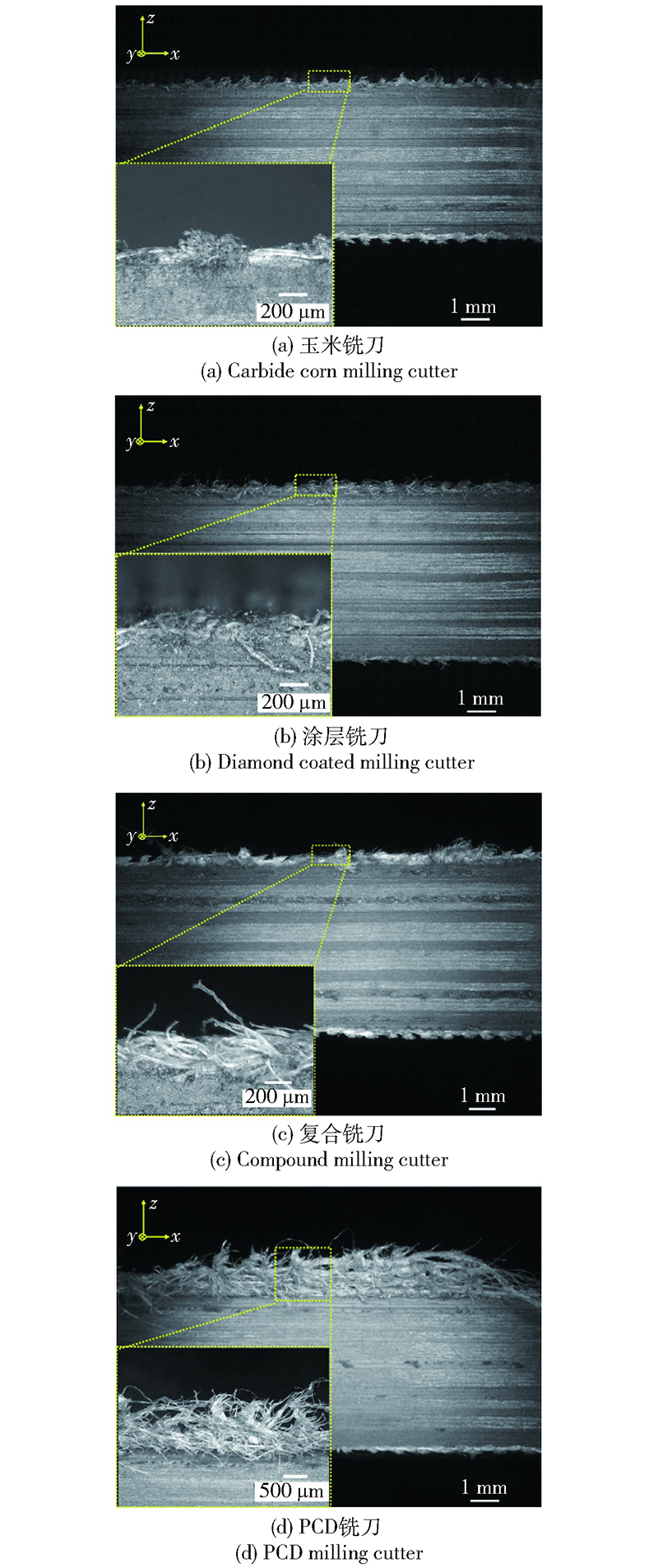
图8 表面毛边高度对比(n=8000r/min,f=400mm/min,ae=2.5mm)
Fig.8 Comparison of surface burr heights (n=8000r/min, f=400mm/min, ae=2.5mm)

图9 微刃铣削与整体刃铣削
Fig.9 Micro-edge milling and integral edge milling
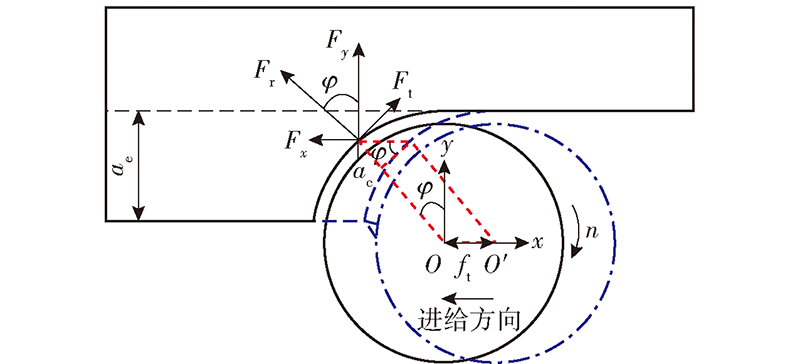
图10 受力分析
Fig.10 Force analysis
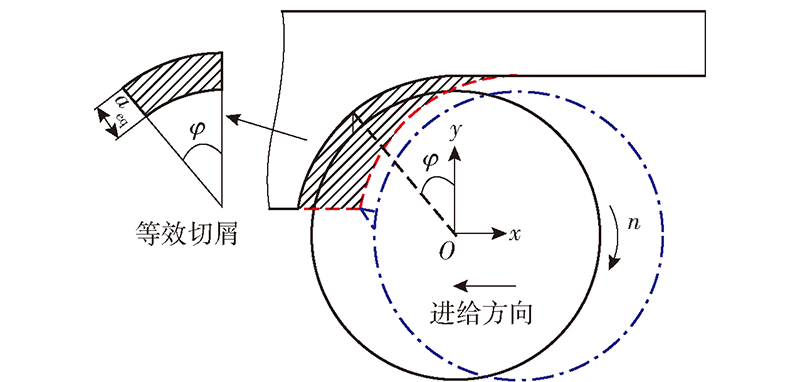
图11 等效切屑与等效切屑厚度
Fig.11 Equivalent chip and equivalent chip thickness
| 刀具 | f=400 mm/min, ae=1.5 mm | n=8000 r/min, ae=1.5 mm | n=8000 r/min, f=400 mm/min |
|---|---|---|---|
| 压米铣刀 | | | |
| 涂层铣刀 | | | |
| 复合铣刀 | | | |
| PCD铣刀 | | | |
表3 不同刀具条件下工艺参数对切向比切削能与y轴方向保护层毛边高度的影响
Table 3 Effects of parameters on tangential specific cutting energy and y-direction burr height for different tools
| 刀具 | f=400 mm/min, ae=1.5 mm | n=8000 r/min, ae=1.5 mm | n=8000 r/min, f=400 mm/min |
|---|---|---|---|
| 压米铣刀 | | | |
| 涂层铣刀 | | | |
| 复合铣刀 | | | |
| PCD铣刀 | | | |
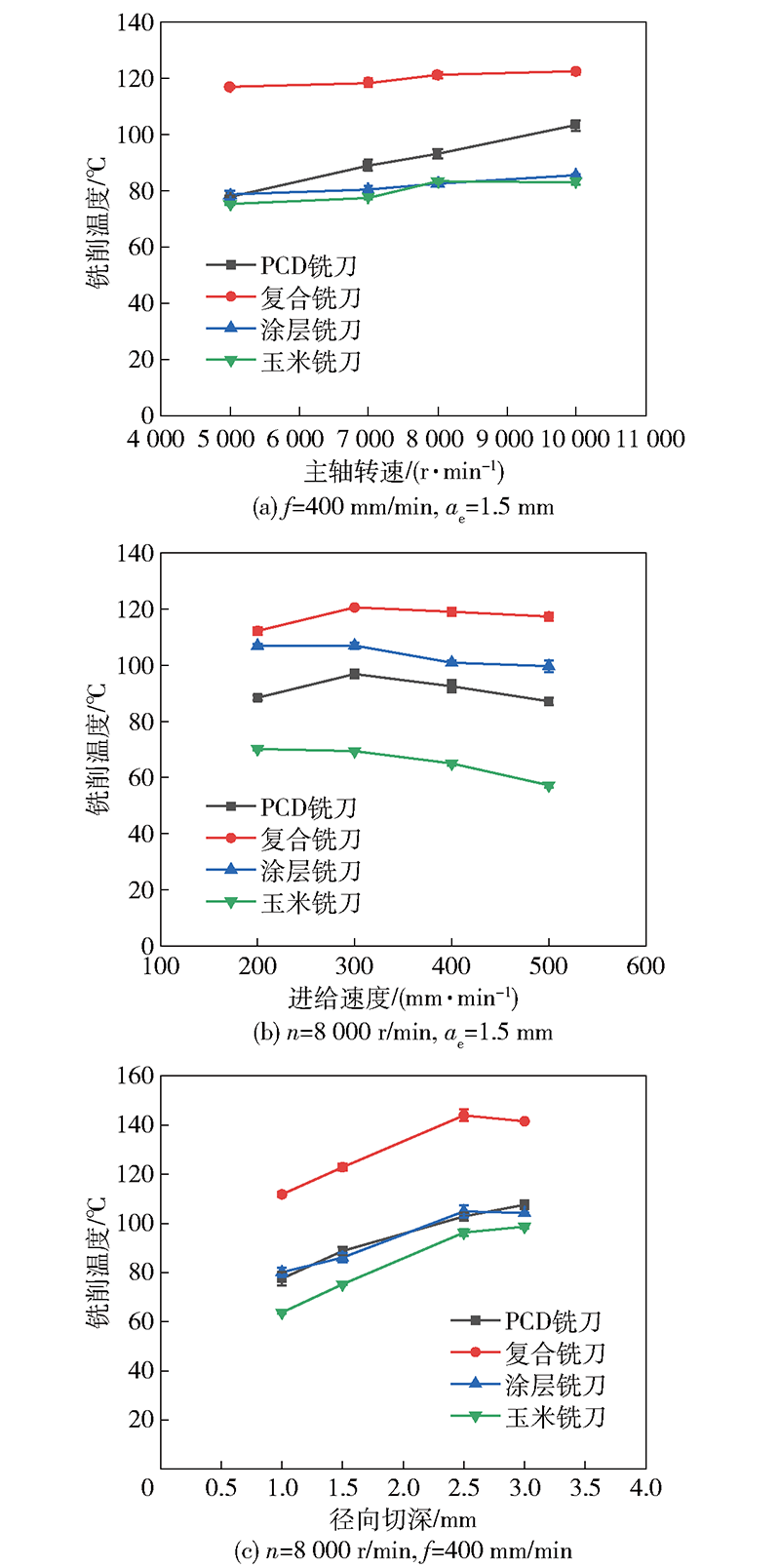
图12 4种刀具最大铣削温度
Fig.12 Maximum milling temperature of the four tools
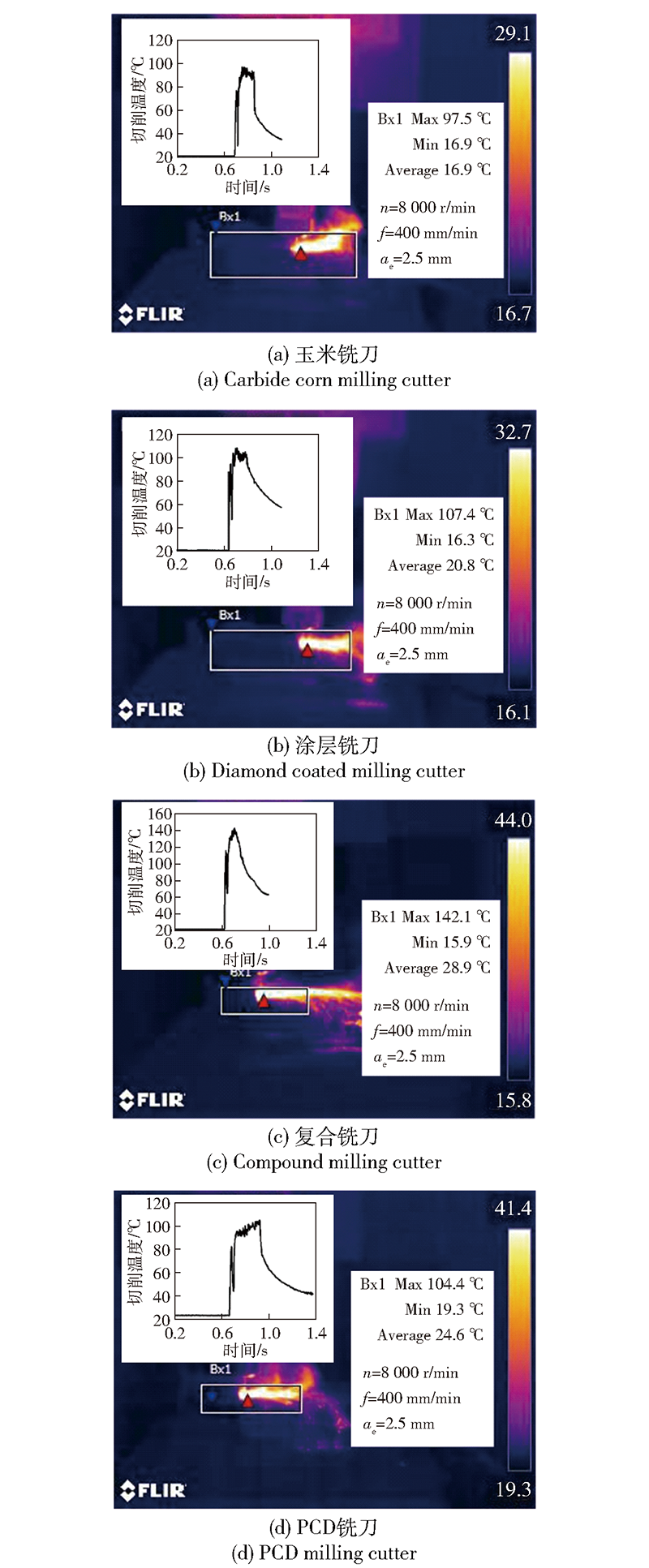
图13 铣削温度红外图像
Fig.13 Infrared image of milling temperature
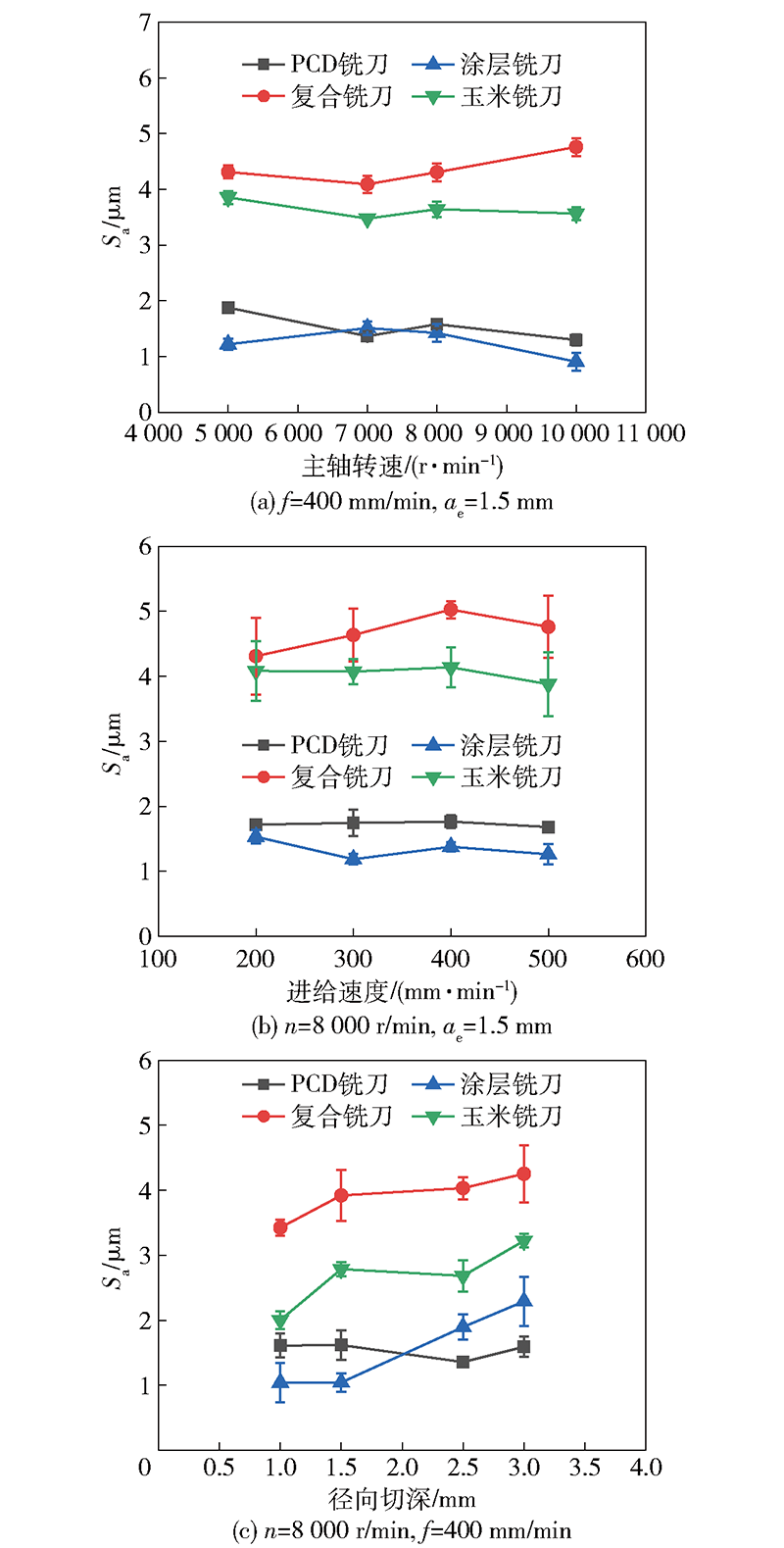
图14 加工表面粗糙度Sa
Fig.14 Machined surface roughness Sa

图15 铣削温度对纤维断裂的影响[25]
Fig.15 Effects of milling temperature on fiber fracture[25]

图16 加工表面形貌
Fig.16 Machined surface topography
| [1] |
doi: 10.1016/j.proeng.2017.04.084 URL |
| [2] |
doi: 10.1007/s00170-017-0023-9 URL |
| [3] |
doi: 10.1007/s00170-020-06163-3 |
| [4] |
|
| [5] |
doi: 10.1007/s00170-018-1937-6 |
| [6] |
doi: 10.1007/s00170-018-2312-3 |
| [7] |
秦旭达, 张艳, 李皓, 等. 混联机器人UD-CFRP铣削过程切削力及加工质量分析[J]. 机械科学与技术, 2020, 39(12): 1898-1905.
|
|
|
|
| [8] |
doi: 10.1016/j.compositesa.2016.10.025 URL |
| [9] |
doi: 10.1016/j.procir.2018.09.039 URL |
| [10] |
张勋, 陈燕, 徐九华, 等. 大厚径碳纤维复合材料三维钻削有限元仿真及试验研究[J]. 金刚石与磨料磨具工程, 2020, 40(2): 53-60.
|
|
|
|
| [11] |
doi: 10.1016/j.jmatprotec.2019.116541 URL |
| [12] |
周井文, 秦文津, 穆英娟, 等. 碳纤维复合材料铣削与磨削加工对比研究[J]. 金刚石与磨料磨具工程, 2020, 40(4): 76-80.
|
|
|
|
| [13] |
doi: 10.1007/s00170-018-2297-y |
| [14] |
段春争, 李朋欣, 张方圆, 等. 不同材料刀具铣削碳纤维增强复合材料磨损机理[J]. 哈尔滨工程大学学报, 2018, 39(10): 1655-1660.
|
|
|
|
| [15] |
龚佑宏, 韩舒, 晏冬秀, 等. 碳纤维复合材料表面铣削加工性能研究[C]∥第二届上海复合材料学术会议. 上海: 上海市复合材料学会, 上海复合材料产业技术创新战略联盟, 2016: 1-13.
|
|
|
|
| [16] |
doi: 10.1016/j.ijmachtools.2015.10.003 URL |
| [17] |
doi: 10.1081/MST-100108616 URL |
| [18] |
万敏, 李少恩, 原恒, 等. CFRP铣削力建模研究[J]. 南京航空航天大学学报, 2019, 51(3): 272-280.
|
|
|
|
| [19] |
doi: 10.1007/s00170-016-8482-y URL |
| [20] |
doi: 10.1016/j.compstruct.2020.113127 URL |
| [21] |
doi: 10.1088/2053-1591/ab30de URL |
| [22] |
周井文, 陈燕, 傅玉灿, 等. 进给速度对不同纤维方向CFRP铣削表面形貌的影响[J]. 复合材料学报, 2015, 32(2): 370-377.
|
|
|
|
| [23] |
殷俊伟, 贾振元, 王福吉, 等. 基于CFRP切削过程仿真的面下损伤形成分析[J]. 机械工程学报, 2016, 52(17): 58-64.
doi: 10.3901/JME.2016.17.058 |
|
doi: 10.3901/JME.2016.17.058 |
|
| [24] |
doi: 10.1080/10910344.2018.1449214 URL |
| [25] |
doi: 10.1002/pc.v39.2 URL |
| [26] |
doi: 10.1016/j.compositesb.2020.107774 URL |
| [1] | 易力力, 杨文翰, 王时龙. 多股螺旋弹簧加工参数优化方法研究[J]. 兵工学报, 2020, 41(1): 202-208. |
| [2] | 郭成波, 狄士春, 韦东波, 宋云龙, 吴湘. TC4钛合金电火花高效铣削加工效率研究[J]. 兵工学报, 2015, 36(11): 2149-2156. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
 京公网安备11010802024360号 京ICP备05059581号-4
京公网安备11010802024360号 京ICP备05059581号-4