
主管单位:中国科学技术协会
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
兵工学报 ›› 2024, Vol. 45 ›› Issue (5): 1692-1702.doi: 10.12382/bgxb.2023.0935
李光祖1, 王江涛1,*( ), 谢利1, 卢雅林1, 张永康2, 胡可军1, C. M. CASCIOLA3
), 谢利1, 卢雅林1, 张永康2, 胡可军1, C. M. CASCIOLA3
收稿日期:2023-09-15
上线日期:2023-12-12
通讯作者:
基金资助:
LI Guangzu1, WANG Jiangtao1,*(), XIE Li1, LU Yalin1, ZHANG Yongkang2, HU Kejun1, C. M. CASCIOLA3
Received:2023-09-15
Online:2023-12-12
摘要:
激光焊接工艺参数不仅影响铝合金结构件的残余应力,而且影响其服役性能,探究参数与应力场的关系对提高焊接结构件的质量具有重要的意义。采用圆锥热源模型对厚度为5mm的7075-T7351铝合金板材进行激光焊接数值模拟,分析焊接速度和激光能量两个关键参数对焊接残余应力场的影响规律,并借助实验验证模拟结果的准确性,揭示7075铝合金激光焊接工艺参数与应力场的关系。研究结果表明:残余应力会随着焊接速度的增加而不断增大,但当焊速超过一定值后焊核区应力不再增加,最大应力逐渐向两侧扩展;激光能量越大,导致残余应力降低且最大残余应力分布区域逐渐扩大;获得7075铝合金激光焊的最佳工艺窗口,焊接速度5~7mm/s,激光焊接能量70~100J/mm。所得研究成果在7075铝合金激光焊接工艺优化的周期缩短和成本降低方面具有一定的价值和意义。
中图分类号:
李光祖, 王江涛, 谢利, 卢雅林, 张永康, 胡可军, C. M. CASCIOLA. 航空铝合金激光焊接关键工艺参数与应力场关系[J]. 兵工学报, 2024, 45(5): 1692-1702.
LI Guangzu, WANG Jiangtao, XIE Li, LU Yalin, ZHANG Yongkang, HU Kejun, C. M. CASCIOLA. Relationship between Key Process Parameters and Stress Field of Aviation Aluminum Alloy Welded by Laser Beam[J]. Acta Armamentarii, 2024, 45(5): 1692-1702.
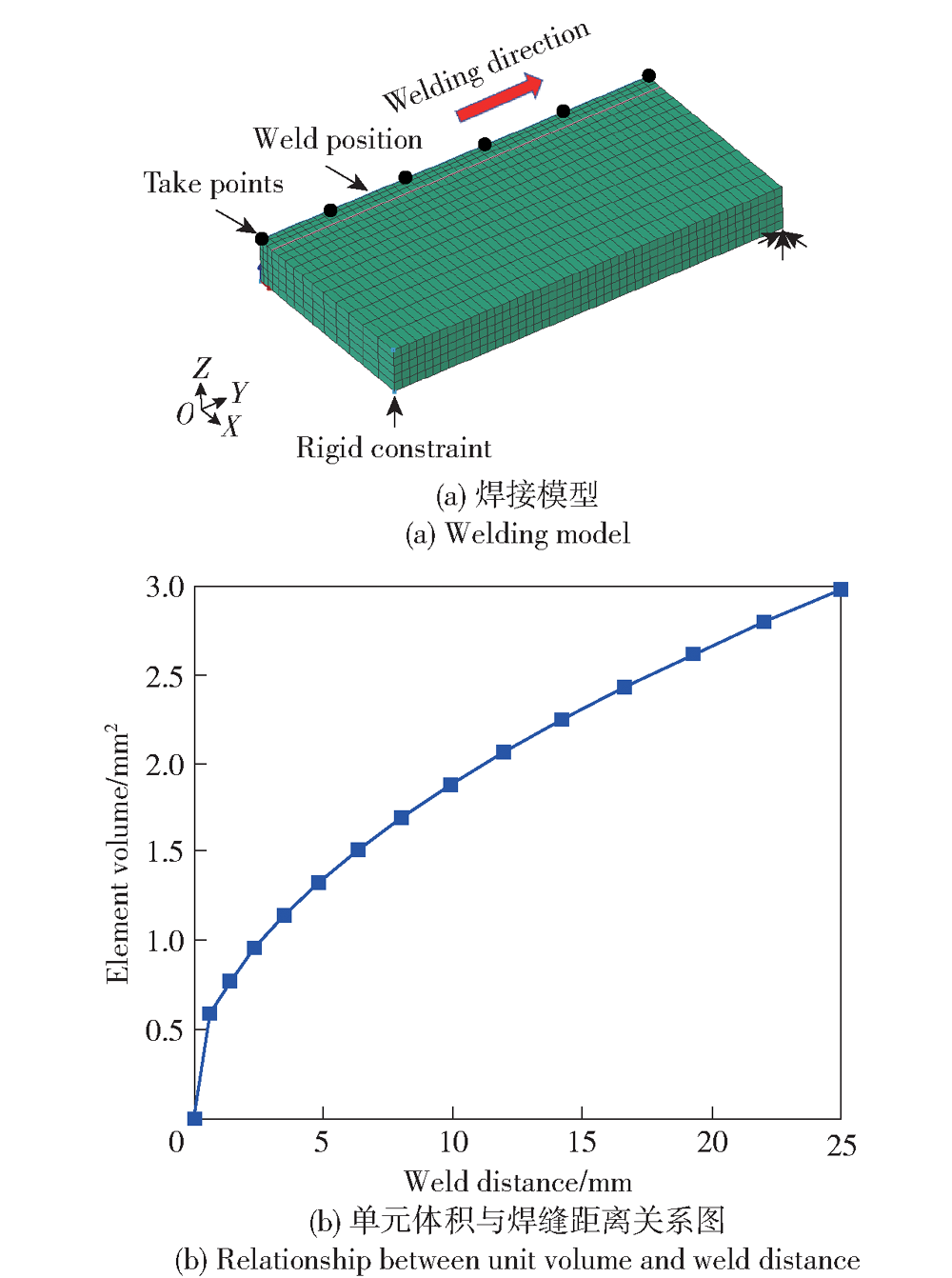
图1 有限元网格模型
Fig.1 Finite element mesh model
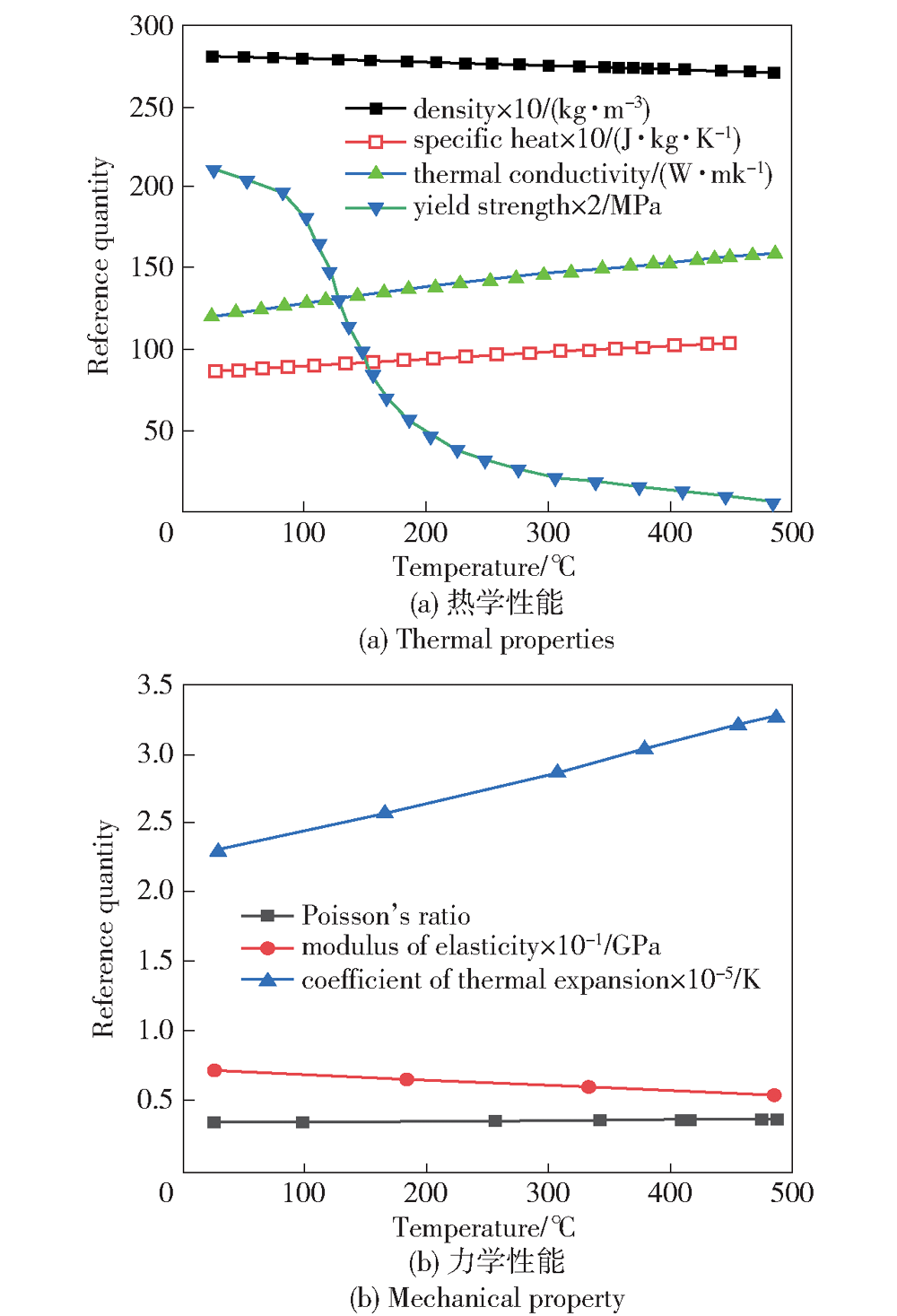
图2 材料热力学参数
Fig.2 Thermodynamic parameters of materials

图3 等温线分布图
Fig.3 Isotherm distribution diagram
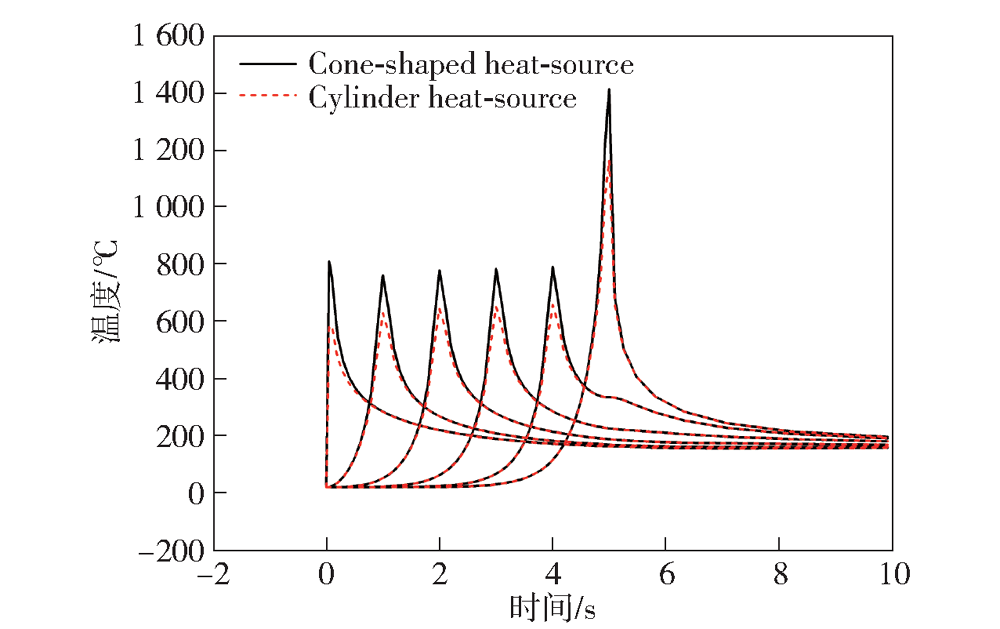
图4 不同热源热循环曲线对比
Fig.4 Comparison of thermal cycle curves of different heat-sources
| 参数 | 圆柱形热源 | 锥形热源 |
|---|---|---|
| 最高温度/℃ | 1163 | 1413 |
| 最大应力/MPa | 231 | 212 |
表1 不同热源结果对比
Table 1 Comparison of results of different heat-sources
| 参数 | 圆柱形热源 | 锥形热源 |
|---|---|---|
| 最高温度/℃ | 1163 | 1413 |
| 最大应力/MPa | 231 | 212 |
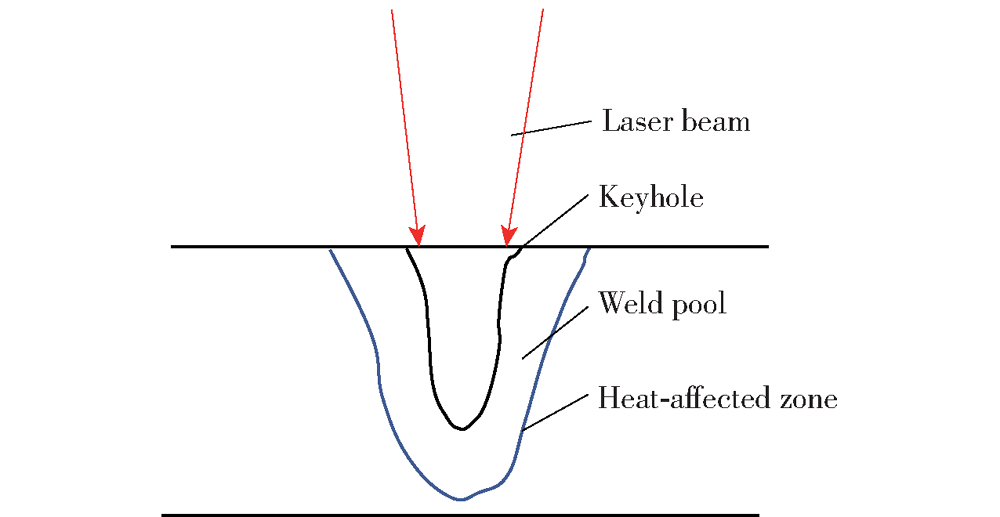
图5 匙孔模型焊接示意图[27]
Fig.5 Schematic diagram of keyhole-mode welding[27]

图6 实验与模拟结果焊缝截面对比[28]
Fig.6 Comparison of weld cross sections in experimental and simulated results[28]
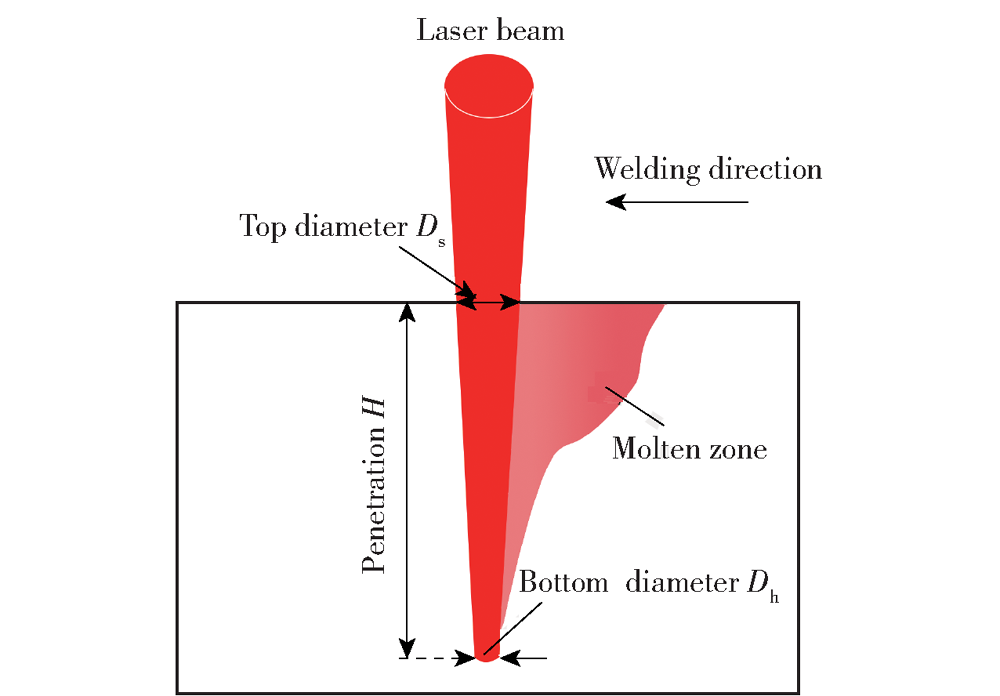
图7 焊接熔池模型图
Fig.7 Model diagram of welding pool
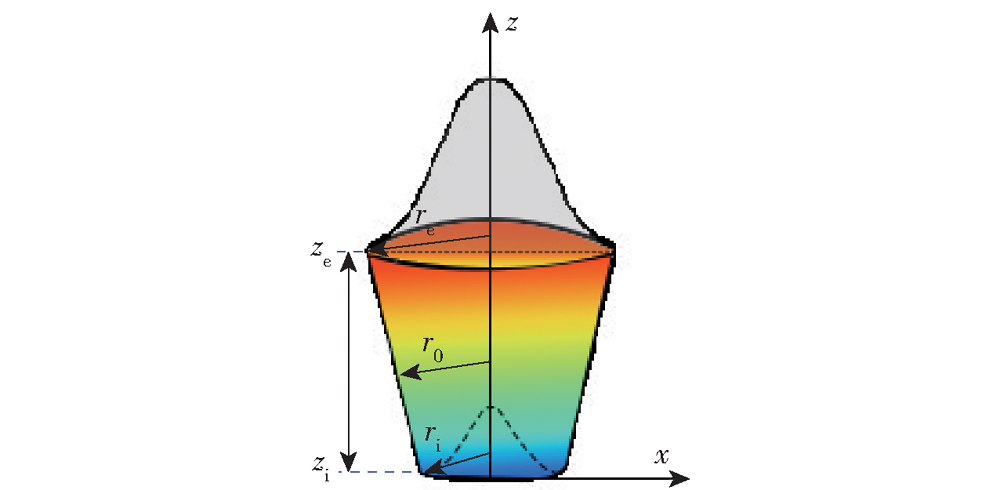
图8 圆锥体热源模型
Fig.8 Cone-shaped heat-source model

图9 应力分布曲线
Fig.9 Distribution curves of residual stress

图10 不同速度v的应力变化曲线
Fig.10 Stress variation curves at different speeds v
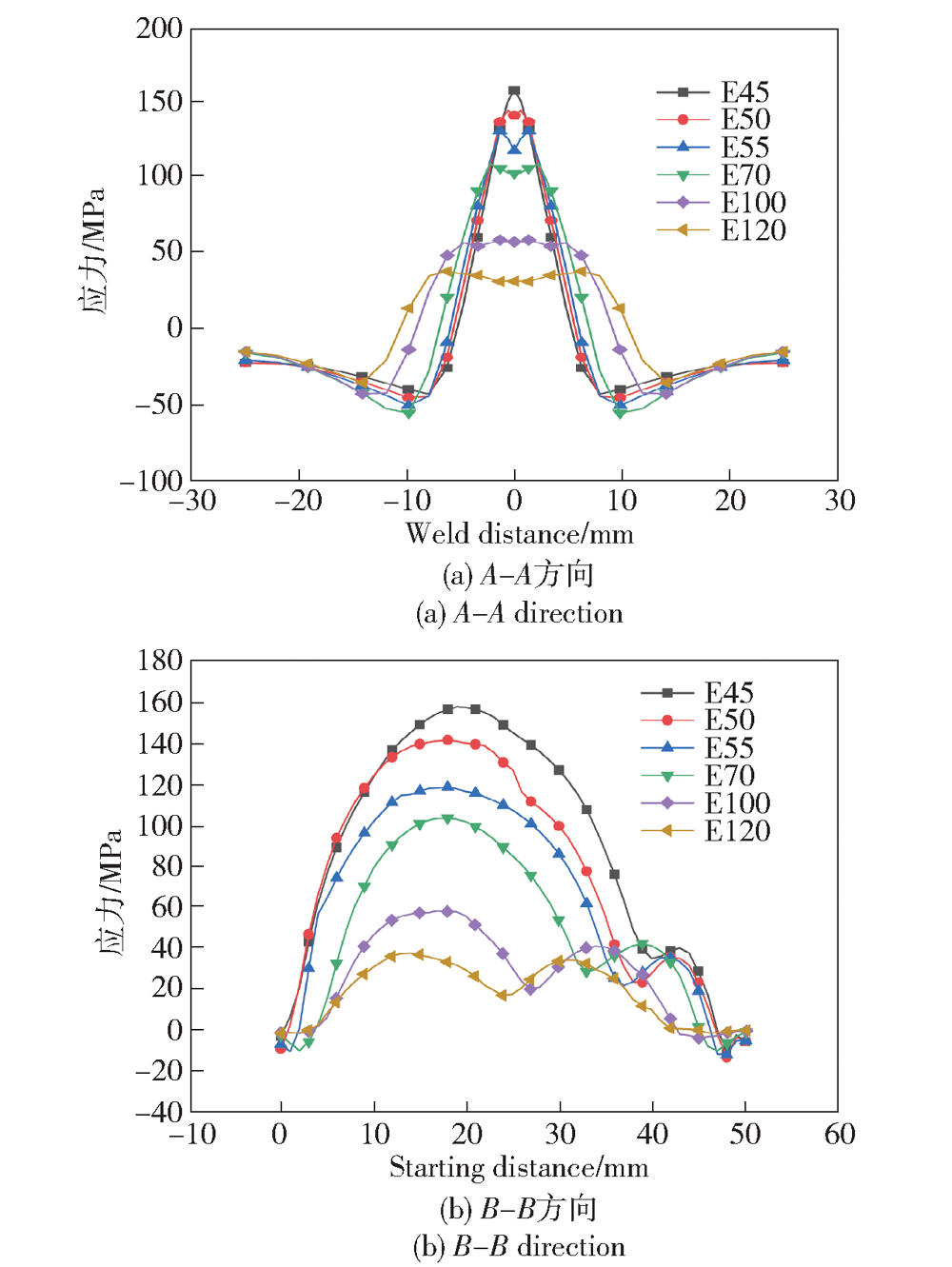
图11 不同能量Q0的应力变化曲线
Fig.11 Variation curves of stress with different energies Q0

图12 测量点分布图
Fig.12 Distribution map of measuring points
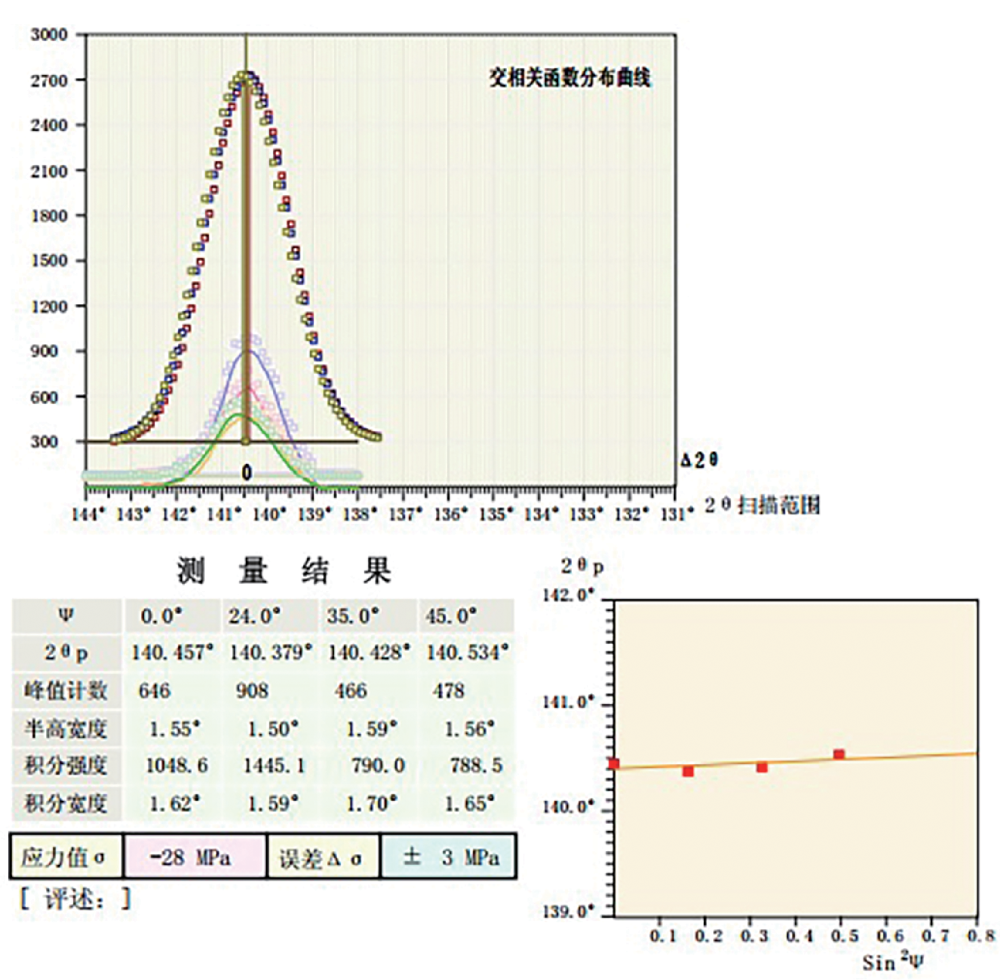
图13 焊接头中B点σyy的XRD衍射分析实验报告
Fig.13 XRD experimental report of σyy at the point B in the welded joint
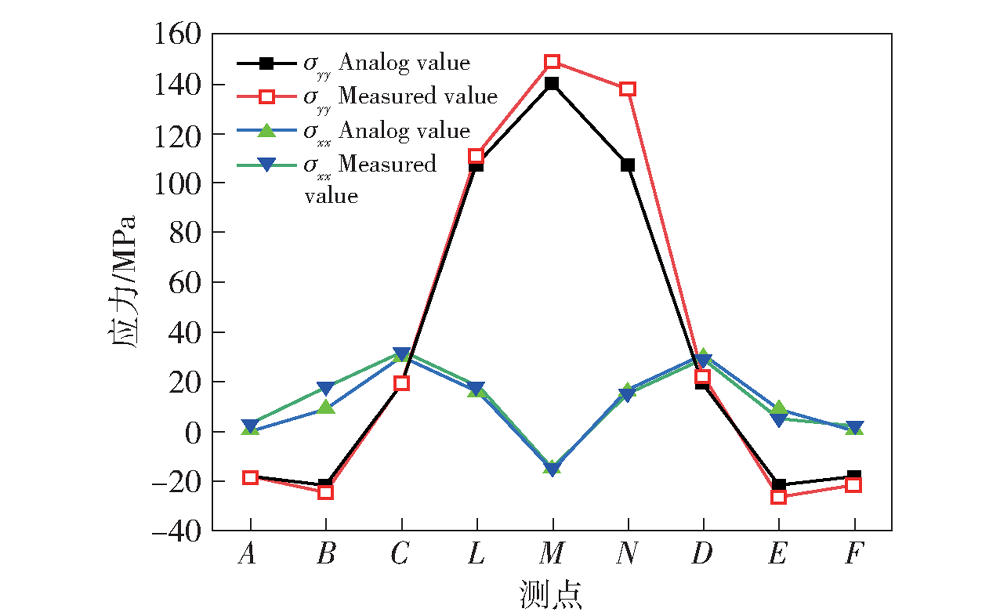
图14 残余应力模拟值和实测值的结果比较
Fig.14 Comparison of experimental and simulated residual stress
| [1] |
巴一, 韩善果, 杨永强, 等. 激光摆动路径对钢/铝点焊接头组织与性能的影响[J]. 红外与激光工程, 2022, 51(8): 224-233.
|
|
|
|
| [2] |
胡林西, 周惦武, 贾骁, 等. Zr-Sn-Nb-Fe锆合金薄板激光对接焊及数值模拟[J]. 中国激光, 2016, 43(7):0702002.
|
|
|
|
| [3] |
|
| [4] |
李晓东, 李春广, 朱志民, 等. 铝合金薄板MIG焊焊接变形仿真预测的工程应用[J]. 焊接学报, 2014, 35(2):104-108,118.
|
|
|
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
宫建锋, 李俐群, 孟圣昊. 圆形摆动激光对5A06铝合金激光焊接熔池流动行为的影响分析[J]. 焊接学报, 2022, 43(11):50-55,83,165.
doi: 10.12073/j.hjxb.20220707002 |
|
|
|
| [14] |
彭进, 许红巧, 王永彪, 等. 激光光斑尺寸对激光焊接熔池、匙孔行为的影响[J]. 红外与激光工程, 2023, 52(7):20220130-1-20220130-11.
|
|
|
|
| [15] |
|
| [16] |
缪广红, 胡昱, 杨礼澳, 等. Q235钢与304不锈钢多层爆炸焊接的数值模拟研究[J]. 兵器装备工程学报, 2023, 44(1):220-226.
|
|
|
|
| [17] |
|
| [18] |
邓德安, 清岛祥一. 用可变长度热源模拟奥氏体不锈钢多层焊对接接头的焊接残余应力[J]. 金属学报, 2010, 46(2):195-200.
doi: 10.3724/SP.J.1037.2009.00521 |
|
|
|
| [19] |
孙加民, 邓德安, 叶延洪, 等. 用瞬间热源模拟Q390高强钢厚板多层多道焊T形接头的焊接残余应力[J]. 焊接学报, 2016, 37(7):32-35.
|
|
|
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
刘捷, 王梦飞, 盛兰兵, 等. 铝合金/不锈钢异质金属激光焊接头组织及性能研究[J]. 焊接技术, 2021, 50(12):33-36,130.
|
|
|
|
| [25] |
周广涛, 刘雪松, 闫德俊, 等. 顶板焊接顺序优化减小焊接变形的预测[J]. 焊接学报, 2009, 30(9):109-112,118.
|
|
|
|
| [26] |
沈洋. 搅拌摩擦焊温度场与残余应力场数值模拟[D]. 西安: 西安建筑科技大学, 2007:33-52.
|
|
|
|
| [27] |
|
| [28] |
陈大江, 张大斌, 陈素, 等. “GAUSS+半椭球”热源模拟激光焊接[J]. 组合机床与自动化加工技术, 2022, 579(5):174-177,186.
|
|
|
|
| [29] |
季齐宝, 王文焱, 张帅锋, 等. TA2工业纯钛激光焊接的数值模拟分析[J]. 激光与光电子学进展, 2022, 59(17): 284-291.
|
|
|
|
| [30] |
卢艳, 郑世华, 邢晓林. 7075铝合金激光焊接残余应力及变形的有限元数值模拟[J]. 热加工工艺, 2013, 42(21):200-203.
|
|
|
|
| [31] |
钱晓平. 基于计算机技术铝合金7075激光焊接仿真分析[J]. 热加工工艺, 2013, 42(9):184-186.
|
|
|
|
| [32] |
周祥曼, 王礴允, 袁有录, 等. 焊接速度对电弧增材熔池流动及焊道形貌影响的数值模拟研究[J]. 机械工程学报, 2022, 58(10):103-111.
doi: 10.3901/JME.2022.10.103 |
|
doi: 10.3901/JME.2022.10.103 |
|
| [33] |
伍强, 徐兰英, 杨永强, 等. 高强钢激光焊接残余应力的研究[J]. 中国激光, 2015, 42(6):137-143.
|
|
|
|
| [34] |
邹德敏, 齐锦刚, 赵琳, 等. 焊接速度对激光-电弧复合焊接焊缝成形和低温冲击韧性的影响[J]. 中国激光, 2022, 49(8):151-160.
|
|
|
|
| [35] |
章碧成. 6005A铝合金型材激光填丝焊接头应力应变模拟研究[D]. 哈尔滨: 哈尔滨工业大学, 2020.
|
|
|
|
| [36] |
张迪, 赵琳, 刘奥博, 等. 激光能量对激光焊接接头熔化形状、气孔和微观组织的影响及其调控方法[J]. 中国激光, 2021, 48(15):204-217.
|
|
|
|
| [37] |
孙玉杰, 崔青春, 韩璇璇, 等. 装甲钢温度-组织-应力耦合本构模型的建立及在焊接模拟中的应用[J]. 兵工学报, 2017, 38(3):540-548.
doi: 10.3969/j.issn.1000-1093.2017.03.017 |
|
|
| [1] | 刘文袆, 陈福龙, 王耀奇, 曲海涛, 韩玉杰. 温热条件对7B04铝合金性能的影响[J]. 兵工学报, 2022, 43(S2): 178-182. |
| [2] | 李旭, 刘彦, 安丰江, 王虹富, 许迎亮. 行星式球磨颗粒流场分布与形貌变化规律[J]. 兵工学报, 2022, 43(4): 876-891. |
| [3] | 王子标, 孙剑飞, 李湉, 张力仁, 张晟玮. 基于斜面法原理的7075-T651铝合金板材内部三维残余应力分布[J]. 兵工学报, 2021, 42(9): 2004-2012. |
| [4] | 林洪才, 朱庆丰, 石入文, 贾涛, 张恩阁, 赵志浩. 热轧后中间退火对5059铝合金耐蚀性能的影响[J]. 兵工学报, 2021, 42(2): 379-387. |
| [5] | 伍俊英, 杨利军, 李姚江, 陈朗. 飞秒激光烧蚀黑索今的分子动力学模拟[J]. 兵工学报, 2021, 42(1): 214-224. |
| [6] | 叶海潮, 范武林, 秦国华, 林锋, 郑许, 杨扬. 基于翘曲度阈值约束的铝合金板材热轧工艺优化与实验验证[J]. 兵工学报, 2020, 41(8): 1623-1632. |
| [7] | 宗玙, 宋仁国, 花天顺, 蔡思伟. 石墨烯对7050高强铝合金微弧氧化陶瓷膜层组织性能的影响[J]. 兵工学报, 2020, 41(6): 1210-1218. |
| [8] | 郑建新, 刘威成, 段玉涛. 7075铝合金二维超声挤压加工表面质量影响因素及其交互作用研究[J]. 兵工学报, 2017, 38(6): 1231-1238. |
| [9] | 刘海, 何远航. 梯恩梯/萘共晶初始热分解的反应分子动力学模拟[J]. 兵工学报, 2016, 37(3): 414-423. |
| [10] | 张伟, 魏刚, 肖新科. 2A12 铝合金本构关系和失效模型[J]. 兵工学报, 2013, 34(3): 276-282. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
 京公网安备11010802024360号 京ICP备05059581号-4
京公网安备11010802024360号 京ICP备05059581号-4