
Responsible Institution: China Association for Science and Technology
Sponsor: China Ordnance Society
ISSN 1000-1093 CN 11-2176/TJ
Sponsor: China Ordnance Society
ISSN 1000-1093 CN 11-2176/TJ
Acta Armamentarii ›› 2025, Vol. 46 ›› Issue (S1): 250707-.doi: 10.12382/bgxb.2025.0707
Previous Articles Next Articles
LÜ Sining1, CHAI Yichen1, FENG Hengzhen1,*( ), LOU Wenzhong1,**(), LI Shiyi1, XIAO Chuan1,2, REN Jie2
), LOU Wenzhong1,**(), LI Shiyi1, XIAO Chuan1,2, REN Jie2
Received:2025-08-01
Online:2025-11-06
Contact:
FENG Hengzhen, LOU Wenzhong
LÜ Sining, CHAI Yichen, FENG Hengzhen, LOU Wenzhong, LI Shiyi, XIAO Chuan, REN Jie. Experimental Research on Collaborative Optimization of Additive Internal Filling and External Surface Morphology of High-dynamic MEMS Components for Fuze[J]. Acta Armamentarii, 2025, 46(S1): 250707-.
Add to citation manager EndNote|Ris|BibTeX

Fig.1 The principle of SLM and the practical application of typical MEMS components in real-world environments
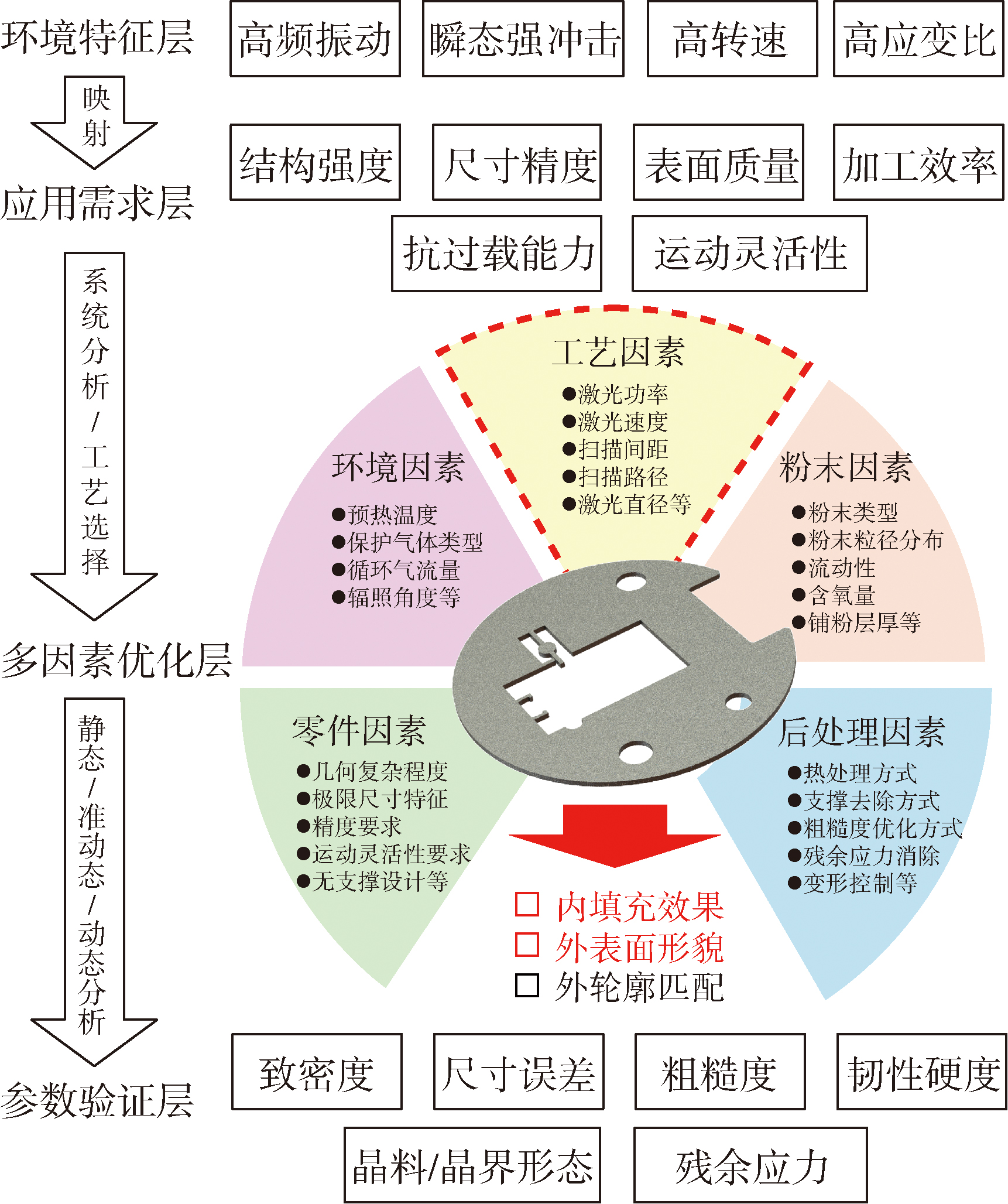
Fig.2 Systematic analysis of multiple factors affecting MEMS component processing
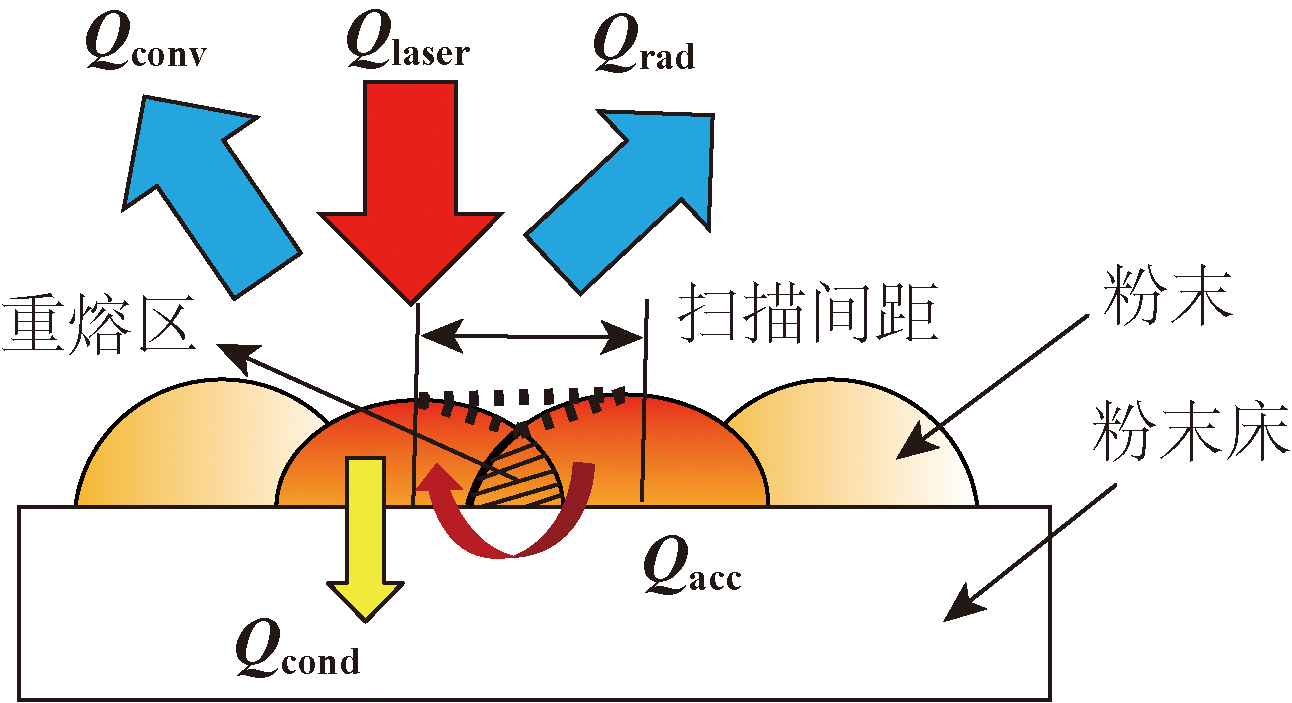
Fig.3 Energy conversion model in the SLM process
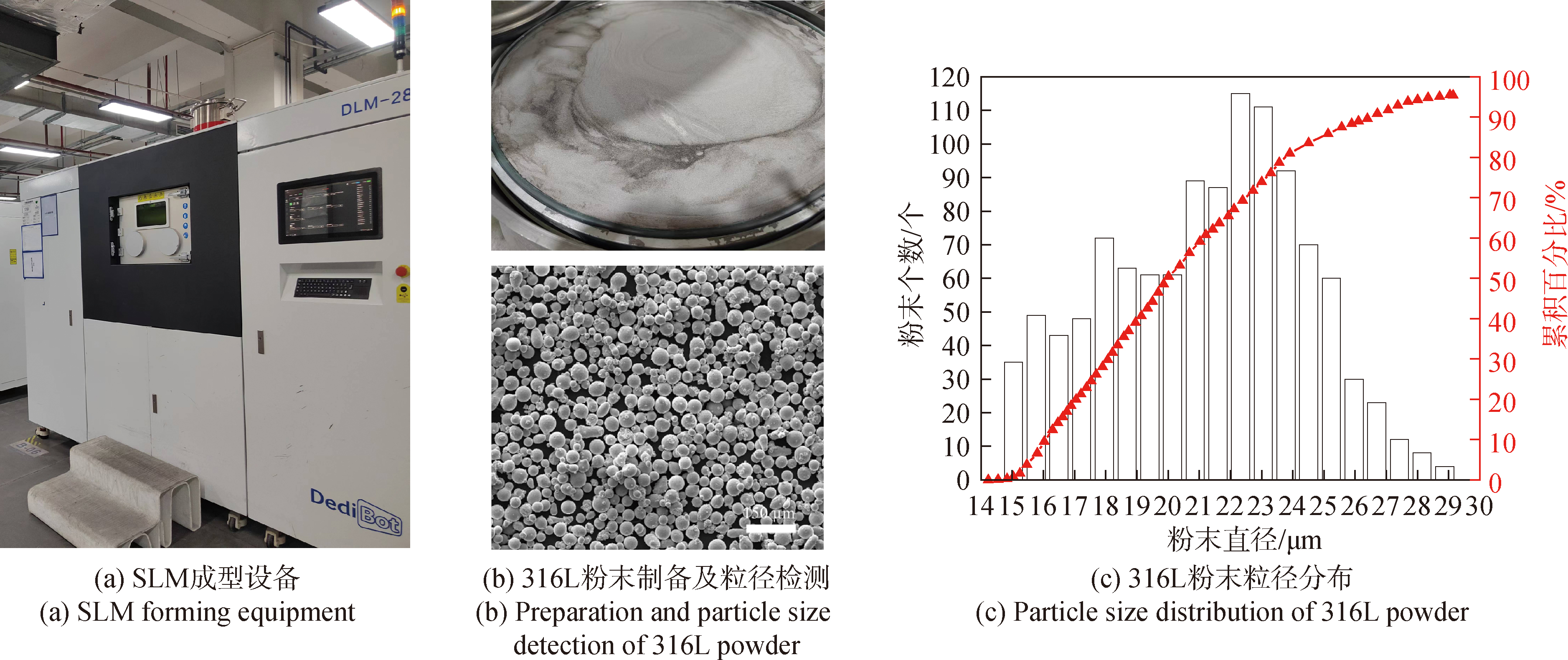
Fig.4 Selection of experimental equipment and material preparation
| 序号 | 参数 | 参数值 |
|---|---|---|
| 1 | 设备型号 | DLM-280 |
| 2 | 激光模式 | IPG光纤激光 |
| 3 | 光路控制方式 | 动态变焦+振镜 |
| 4 | 保护气体 | 氮气 |
| 5 | 送粉方式 | 上送粉+双向铺粉(硅胶刮条) |
| 6 | 平台加热 | 预热至200℃ |
| 7 | 最小激光直径 | 45μm |
| 8 | 最小层厚 | 20μm |
| 9 | 平台成型尺寸 | 280mm×280mm×300mm |
| 10 | 大气压 | 101kPa |
| 11 | 环境温度 | 23.3℃ |
| 12 | 环境湿度 | 53% |
| 13 | 冷却液 | 蒸馏水 |
Table 1 Main setting parameters of SLM
| 序号 | 参数 | 参数值 |
|---|---|---|
| 1 | 设备型号 | DLM-280 |
| 2 | 激光模式 | IPG光纤激光 |
| 3 | 光路控制方式 | 动态变焦+振镜 |
| 4 | 保护气体 | 氮气 |
| 5 | 送粉方式 | 上送粉+双向铺粉(硅胶刮条) |
| 6 | 平台加热 | 预热至200℃ |
| 7 | 最小激光直径 | 45μm |
| 8 | 最小层厚 | 20μm |
| 9 | 平台成型尺寸 | 280mm×280mm×300mm |
| 10 | 大气压 | 101kPa |
| 11 | 环境温度 | 23.3℃ |
| 12 | 环境湿度 | 53% |
| 13 | 冷却液 | 蒸馏水 |
| 合金 元素 | Fe | Cr | Ni | Mo | Mn | Si | P | S | C | O | 其他 元素 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 不大 于/ (wt%) | 余量 | 16.88 | 10.64 | 2.34 | 0.47 | 0.28 | 0.015 | 0.002 | 0.013 | 0.025 | — |
Table 2 Statistics of chemical elements in 316L material
| 合金 元素 | Fe | Cr | Ni | Mo | Mn | Si | P | S | C | O | 其他 元素 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 不大 于/ (wt%) | 余量 | 16.88 | 10.64 | 2.34 | 0.47 | 0.28 | 0.015 | 0.002 | 0.013 | 0.025 | — |
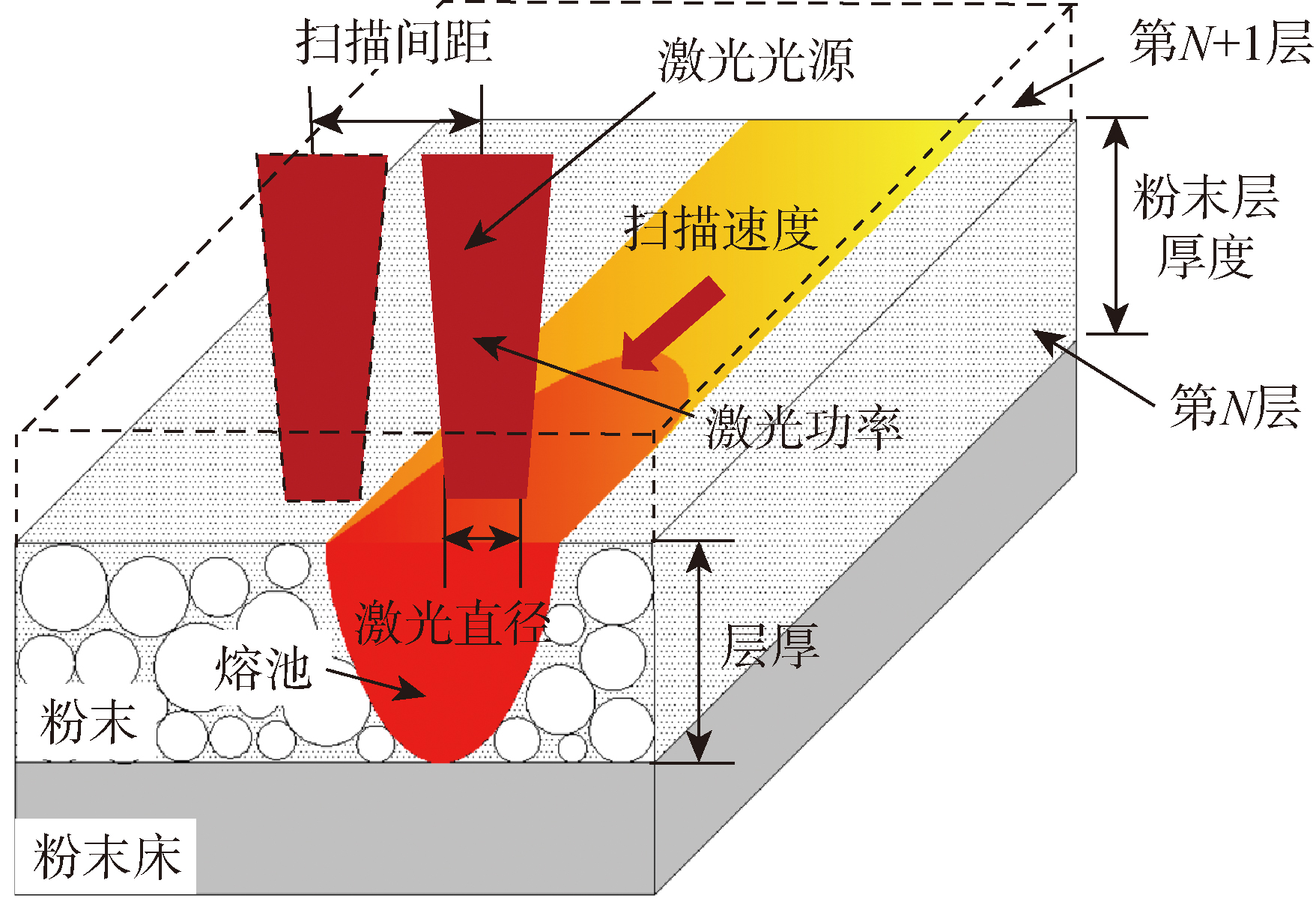
Fig.5 Model of influence of multiple laser parameter variables on SLM processing effect
| 激光功率 P/W | 扫描速度V/ (mm·sec-1) | 激光直径D/ mm | 扫描间距H/ mm |
|---|---|---|---|
| 50 | 300 | 0.045 | 0.04 |
| 70 | 400 | 0.055 | 0.05 |
| 90 | 500 | 0.065 | 0.06 |
| 110 | 600 | 0.075 | 0.07 |
| 130 | 700 | 0.085 | 0.08 |
Table 3 Orthogonal table of SLM four-factor five-level parameter table
| 激光功率 P/W | 扫描速度V/ (mm·sec-1) | 激光直径D/ mm | 扫描间距H/ mm |
|---|---|---|---|
| 50 | 300 | 0.045 | 0.04 |
| 70 | 400 | 0.055 | 0.05 |
| 90 | 500 | 0.065 | 0.06 |
| 110 | 600 | 0.075 | 0.07 |
| 130 | 700 | 0.085 | 0.08 |
| 编号 | 激光功率/W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm | 体能量密度/ (J·mm-3) | 致密度/ % | 表面粗糙度/ μm |
|---|---|---|---|---|---|---|---|
| 1 | 50 | 300 | 0.045 | 0.04 | 104.17 | 93.80 | 9.74 |
| 2 | 50 | 400 | 0.055 | 0.05 | 62.50 | 91.14 | 8.74 |
| 3 | 50 | 500 | 0.065 | 0.06 | 41.67 | 89.06 | 14.33 |
| 4 | 50 | 600 | 0.075 | 0.07 | 29.76 | 83.21 | 12.19 |
| 5 | 50 | 700 | 0.085 | 0.08 | 22.32 | 82.18 | 13.49 |
| 6 | 70 | 300 | 0.055 | 0.06 | 97.22 | 94.69 | 6.74 |
| 7 | 70 | 400 | 0.065 | 0.07 | 62.50 | 91.27 | 5.43 |
| 8 | 70 | 500 | 0.075 | 0.08 | 43.75 | 87.74 | 10.16 |
| 9 | 70 | 600 | 0.085 | 0.04 | 72.92 | 84.40 | 11.81 |
| 10 | 70 | 700 | 0.045 | 0.05 | 50.00 | 92.09 | 12.61 |
| 11 | 90 | 300 | 0.065 | 0.08 | 93.75 | 90.42 | 4.58 |
| 12 | 90 | 400 | 0.075 | 0.04 | 140.63 | 90.06 | 5.77 |
| 13 | 90 | 500 | 0.085 | 0.05 | 90.00 | 86.57 | 9.56 |
| 14 | 90 | 600 | 0.045 | 0.06 | 62.50 | 97.78 | 10.40 |
| 15 | 90 | 700 | 0.055 | 0.07 | 45.92 | 94.55 | 8.33 |
| 16 | 110 | 300 | 0.075 | 0.05 | 183.33 | 89.98 | 5.29 |
| 17 | 110 | 400 | 0.085 | 0.06 | 114.58 | 88.83 | 7.19 |
| 18 | 110 | 500 | 0.045 | 0.07 | 78.57 | 98.12 | 12.03 |
| 19 | 110 | 600 | 0.055 | 0.08 | 57.29 | 99.48 | 7.32 |
| 20 | 110 | 700 | 0.065 | 0.04 | 98.21 | 92.73 | 8.22 |
| 21 | 130 | 300 | 0.085 | 0.07 | 154.76 | 93.81 | 5.99 |
| 22 | 130 | 400 | 0.045 | 0.08 | 101.56 | 97.61 | 5.38 |
| 23 | 130 | 500 | 0.055 | 0.04 | 162.50 | 95.32 | 7.95 |
| 24 | 130 | 600 | 0.065 | 0.05 | 108.33 | 96.60 | 9.09 |
| 25 | 130 | 700 | 0.075 | 0.06 | 77.38 | 99.11 | 10.77 |
Table 4 SLM orthogonal experimental printing parameter table
| 编号 | 激光功率/W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm | 体能量密度/ (J·mm-3) | 致密度/ % | 表面粗糙度/ μm |
|---|---|---|---|---|---|---|---|
| 1 | 50 | 300 | 0.045 | 0.04 | 104.17 | 93.80 | 9.74 |
| 2 | 50 | 400 | 0.055 | 0.05 | 62.50 | 91.14 | 8.74 |
| 3 | 50 | 500 | 0.065 | 0.06 | 41.67 | 89.06 | 14.33 |
| 4 | 50 | 600 | 0.075 | 0.07 | 29.76 | 83.21 | 12.19 |
| 5 | 50 | 700 | 0.085 | 0.08 | 22.32 | 82.18 | 13.49 |
| 6 | 70 | 300 | 0.055 | 0.06 | 97.22 | 94.69 | 6.74 |
| 7 | 70 | 400 | 0.065 | 0.07 | 62.50 | 91.27 | 5.43 |
| 8 | 70 | 500 | 0.075 | 0.08 | 43.75 | 87.74 | 10.16 |
| 9 | 70 | 600 | 0.085 | 0.04 | 72.92 | 84.40 | 11.81 |
| 10 | 70 | 700 | 0.045 | 0.05 | 50.00 | 92.09 | 12.61 |
| 11 | 90 | 300 | 0.065 | 0.08 | 93.75 | 90.42 | 4.58 |
| 12 | 90 | 400 | 0.075 | 0.04 | 140.63 | 90.06 | 5.77 |
| 13 | 90 | 500 | 0.085 | 0.05 | 90.00 | 86.57 | 9.56 |
| 14 | 90 | 600 | 0.045 | 0.06 | 62.50 | 97.78 | 10.40 |
| 15 | 90 | 700 | 0.055 | 0.07 | 45.92 | 94.55 | 8.33 |
| 16 | 110 | 300 | 0.075 | 0.05 | 183.33 | 89.98 | 5.29 |
| 17 | 110 | 400 | 0.085 | 0.06 | 114.58 | 88.83 | 7.19 |
| 18 | 110 | 500 | 0.045 | 0.07 | 78.57 | 98.12 | 12.03 |
| 19 | 110 | 600 | 0.055 | 0.08 | 57.29 | 99.48 | 7.32 |
| 20 | 110 | 700 | 0.065 | 0.04 | 98.21 | 92.73 | 8.22 |
| 21 | 130 | 300 | 0.085 | 0.07 | 154.76 | 93.81 | 5.99 |
| 22 | 130 | 400 | 0.045 | 0.08 | 101.56 | 97.61 | 5.38 |
| 23 | 130 | 500 | 0.055 | 0.04 | 162.50 | 95.32 | 7.95 |
| 24 | 130 | 600 | 0.065 | 0.05 | 108.33 | 96.60 | 9.09 |
| 25 | 130 | 700 | 0.075 | 0.06 | 77.38 | 99.11 | 10.77 |
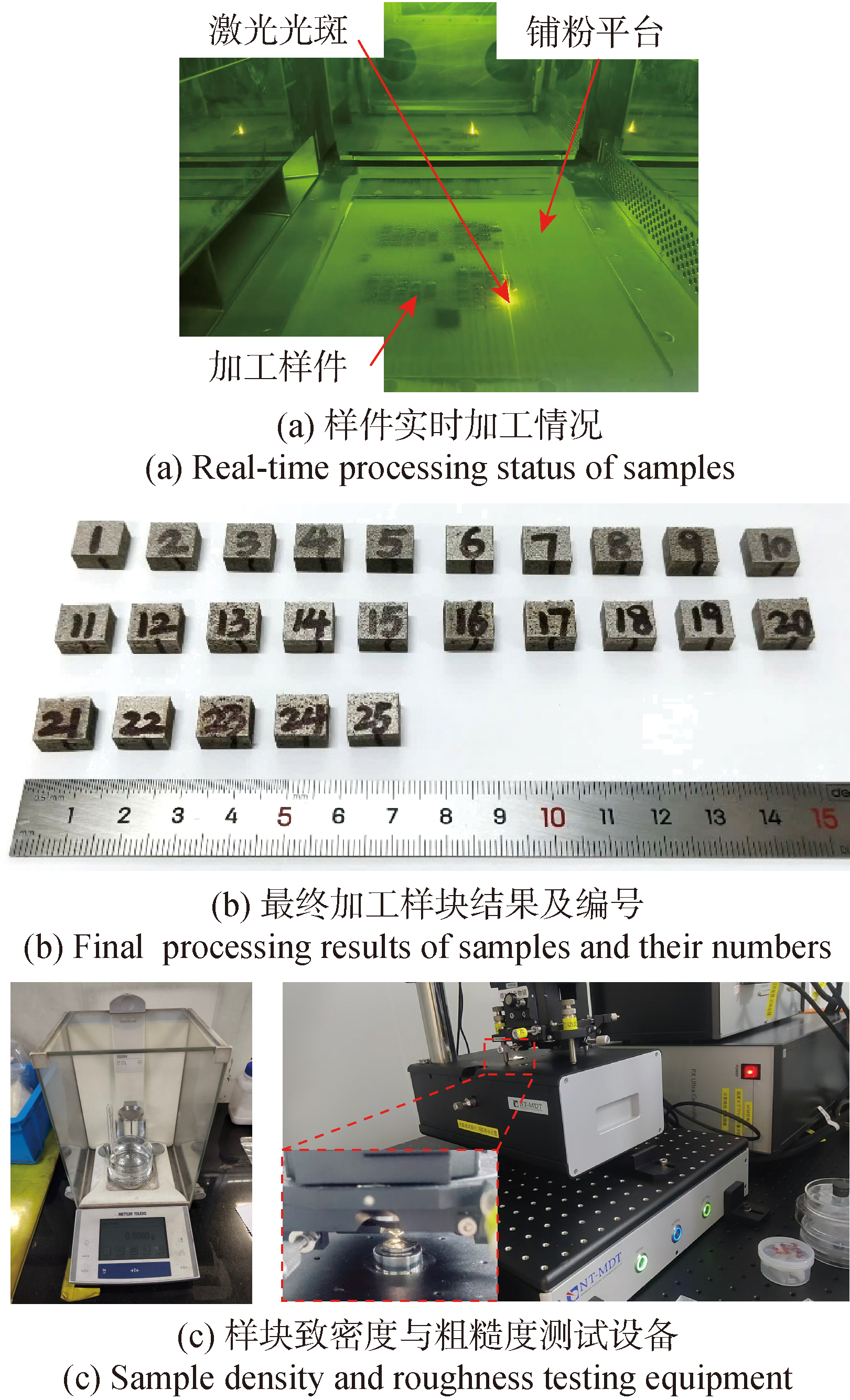
Fig.6 Sample processing and testing
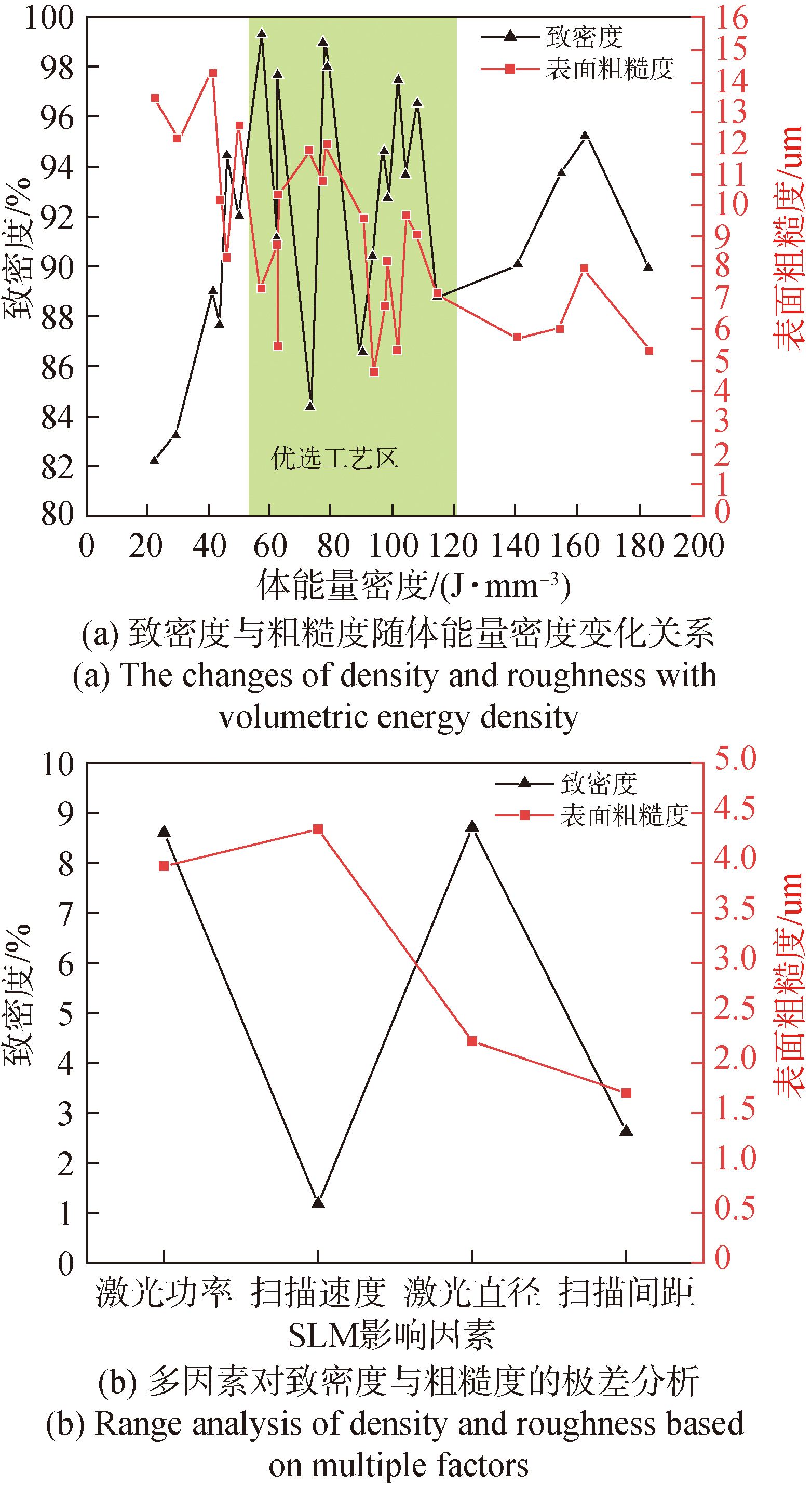
Fig.7 Analysis of volumetric energy density and range of SLM multi process parameters
| 类型 | 激光功率/ W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm |
|---|---|---|---|---|
| k1 | 87.878 | 92.54 | 95.874 | 91.262 |
| k2 | 90.038 | 91.782 | 95.036 | 91.276 |
| k3 | 91.87 | 91.362 | 92.016 | 93.888 |
| k4 | 93.828 | 92.288 | 90.02 | 92.192 |
| k5 | 96.49 | 92.132 | 87.158 | 91.486 |
| 极差 | 8.612 | 1.178 | 8.716 | 2.626 |
Table 5 Analysis of density range
| 类型 | 激光功率/ W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm |
|---|---|---|---|---|
| k1 | 87.878 | 92.54 | 95.874 | 91.262 |
| k2 | 90.038 | 91.782 | 95.036 | 91.276 |
| k3 | 91.87 | 91.362 | 92.016 | 93.888 |
| k4 | 93.828 | 92.288 | 90.02 | 92.192 |
| k5 | 96.49 | 92.132 | 87.158 | 91.486 |
| 极差 | 8.612 | 1.178 | 8.716 | 2.626 |
| 类型 | 激光功率/ W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm |
|---|---|---|---|---|
| k1 | 11.698 | 6.468 | 10.032 | 8.698 |
| k2 | 9.35 | 6.502 | 7.816 | 9.058 |
| k3 | 7.728 | 10.806 | 8.33 | 9.886 |
| k4 | 8.01 | 10.162 | 8.836 | 8.794 |
| k5 | 7.836 | 10.684 | 9.608 | 8.186 |
| 极差 | 3.97 | 4.338 | 2.216 | 1.7 |
Table 6 Analysis of surface roughness range
| 类型 | 激光功率/ W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm |
|---|---|---|---|---|
| k1 | 11.698 | 6.468 | 10.032 | 8.698 |
| k2 | 9.35 | 6.502 | 7.816 | 9.058 |
| k3 | 7.728 | 10.806 | 8.33 | 9.886 |
| k4 | 8.01 | 10.162 | 8.836 | 8.794 |
| k5 | 7.836 | 10.684 | 9.608 | 8.186 |
| 极差 | 3.97 | 4.338 | 2.216 | 1.7 |

Fig.8 SLM multi-process parameter effect curve and variance analysis
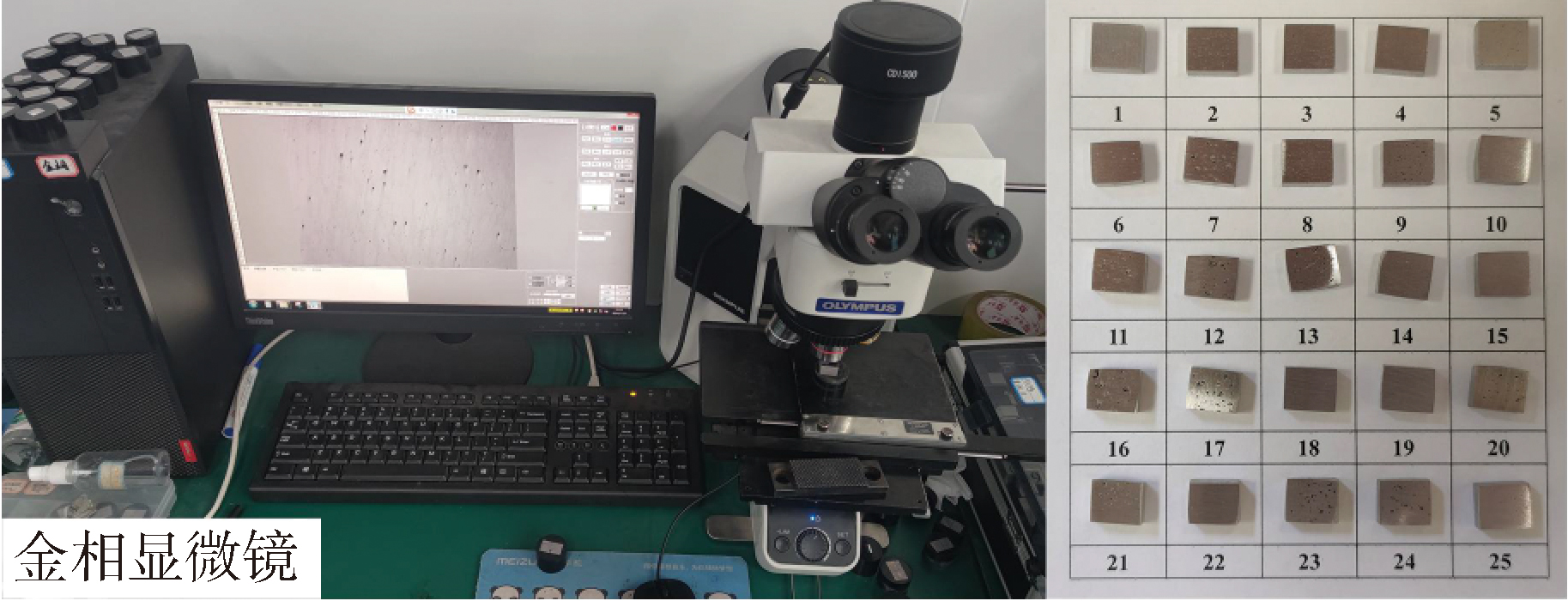
Fig.9 Metallographic observation and surface pretreatment of sample

Fig.10 Experimental results on the influence of multiple laser parameter variables on SLM processing effect
| 编号 | 激光功率/ W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm | 体能量密度/ (J·mm-3) | 致密度/ % | 表面粗糙度/ μm |
|---|---|---|---|---|---|---|---|
| 1 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 2 | 110 | 700 | 0.075 | 0.06 | 65.48 | 98.52 | 11.74 |
| 3 | 90 | 700 | 0.075 | 0.06 | 53.57 | 98.05 | 10.26 |
| 4 | 70 | 700 | 0.075 | 0.06 | 41.67 | 94.71 | 12.44 |
| 5 | 50 | 700 | 0.075 | 0.06 | 29.76 | 91.90 | 11.99 |
| 6 | 130 | 500 | 0.075 | 0.06 | 108.33 | 95.34 | 13.15 |
| 7 | 130 | 600 | 0.075 | 0.06 | 90.28 | 97.68 | 14.02 |
| 8 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 9 | 130 | 800 | 0.075 | 0.06 | 67.71 | 99.63 | 10.35 |
| 10 | 130 | 900 | 0.075 | 0.06 | 60.19 | 99.70 | 7.19 |
| 11 | 130 | 700 | 0.075 | 0.08 | 58.04 | 99.86 | 10.43 |
| 12 | 130 | 700 | 0.075 | 0.07 | 66.33 | 99.51 | 10.68 |
| 13 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 14 | 130 | 700 | 0.075 | 0.05 | 92.86 | 97.98 | 15.22 |
| 15 | 130 | 700 | 0.075 | 0.04 | 116.07 | 95.72 | 20.08 |
| 16 | 130 | 700 | 0.045 | 0.06 | 77.38 | 99.19 | 5.45 |
| 17 | 130 | 700 | 0.055 | 0.06 | 77.38 | 99.06 | 7.30 |
| 18 | 130 | 700 | 0.065 | 0.06 | 77.38 | 99.03 | 10.16 |
| 19 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 20 | 130 | 700 | 0.085 | 0.06 | 77.38 | 99.56 | 10.80 |
Table 7 SLM orthogonal experimental printing parameter table
| 编号 | 激光功率/ W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm | 体能量密度/ (J·mm-3) | 致密度/ % | 表面粗糙度/ μm |
|---|---|---|---|---|---|---|---|
| 1 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 2 | 110 | 700 | 0.075 | 0.06 | 65.48 | 98.52 | 11.74 |
| 3 | 90 | 700 | 0.075 | 0.06 | 53.57 | 98.05 | 10.26 |
| 4 | 70 | 700 | 0.075 | 0.06 | 41.67 | 94.71 | 12.44 |
| 5 | 50 | 700 | 0.075 | 0.06 | 29.76 | 91.90 | 11.99 |
| 6 | 130 | 500 | 0.075 | 0.06 | 108.33 | 95.34 | 13.15 |
| 7 | 130 | 600 | 0.075 | 0.06 | 90.28 | 97.68 | 14.02 |
| 8 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 9 | 130 | 800 | 0.075 | 0.06 | 67.71 | 99.63 | 10.35 |
| 10 | 130 | 900 | 0.075 | 0.06 | 60.19 | 99.70 | 7.19 |
| 11 | 130 | 700 | 0.075 | 0.08 | 58.04 | 99.86 | 10.43 |
| 12 | 130 | 700 | 0.075 | 0.07 | 66.33 | 99.51 | 10.68 |
| 13 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 14 | 130 | 700 | 0.075 | 0.05 | 92.86 | 97.98 | 15.22 |
| 15 | 130 | 700 | 0.075 | 0.04 | 116.07 | 95.72 | 20.08 |
| 16 | 130 | 700 | 0.045 | 0.06 | 77.38 | 99.19 | 5.45 |
| 17 | 130 | 700 | 0.055 | 0.06 | 77.38 | 99.06 | 7.30 |
| 18 | 130 | 700 | 0.065 | 0.06 | 77.38 | 99.03 | 10.16 |
| 19 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 20 | 130 | 700 | 0.085 | 0.06 | 77.38 | 99.56 | 10.80 |

Fig.11 SLM single factor optimization test results
| 类型 | 激光功率/W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm | 体能量密度/ (J·mm-3) | |
|---|---|---|---|---|---|---|
| 优选工艺参数 | 致密度主导 | 130 | 300 | 0.045 | 0.06 | 180.56 |
| 粗糙度主导 | 90 | 300 | 0.055 | 0.08 | 93.75 | |
| 协同优选 | 130 | 700 | 0.045 | 0.06 | 77.38 | |
Table 8 Preferred laser parameters
| 类型 | 激光功率/W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm | 体能量密度/ (J·mm-3) | |
|---|---|---|---|---|---|---|
| 优选工艺参数 | 致密度主导 | 130 | 300 | 0.045 | 0.06 | 180.56 |
| 粗糙度主导 | 90 | 300 | 0.055 | 0.08 | 93.75 | |
| 协同优选 | 130 | 700 | 0.045 | 0.06 | 77.38 | |

Fig.12 MEMS component processing and performance testing
| [1] |
杨庭琪. 现役小口径炮弹触发引信综合性能研究[D]. 太原: 中北大学, 2024.
|
|
|
|
| [2] |
李叔洋, 牛菁霖, 霍鹏飞, 等. 小口径枪榴弹尾舵滚转角变结构控制方法[J]. 探测与控制学报, 2024, 46(2):27-32.
|
|
|
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
胡勇, 杨小康, 康文江, 等. 不同粒径粉末搭配对激光选区熔化IN738合金成形件表面粗糙度及内部缺陷的影响[J]. 激光与光电子学进展, 2021, 58(1):210-218.
|
|
|
|
| [11] |
|
| [12] |
李强, 刘送永, 王庆阳. 选择性激光熔化成形(SLM)增材制造重熔次数对316L构件表面粗糙度及磨损性能的影响[J]. 中国表面工程, 2024, 37(2):170-181.
doi: 10.11933/j.issn.1007-9289.20230616001 |
|
doi: 10.11933/j.issn.1007-9289.20230616001 |
|
| [13] |
孙小峰, 黄洁, 荣婷, 等. Ti-6Al-4V合金激光选区熔化及热处理性能影响研究[J]. 金属加工(热加工), 2021,(8):1-6.
|
|
|
|
| [14] |
|
| [15] |
杨立军, 燕珂, 邓亚辉, 等. 激光选区熔化TC4钛合金工艺参数对成形件表面质量的影响[J]. 应用激光, 2022, 42(5):43-50.
|
|
|
|
| [16] |
|
| [17] |
时云, 王联凤, 杜洋, 等. AlSi10Mg铝合金选区激光熔化成形缺陷控制和表面质量优化[J]. 应用激光, 2023, 43(3):19-25.
|
|
|
|
| [18] |
吕海卿, 李明川, 马瑞, 等. SLM工艺参数对表面成形质量的影响规律[J]. 焊接学报, 2024, 45(6):20-29.
|
|
|
|
| [19] |
张冬云, 曹玄扬, 李丛洋. SLM制造金属微小结构件的可行性研究[J]. 电加工与模具, 2016(3):42-46.
|
|
|
|
| [20] |
|
| [21] |
竺俊杰, 王优强, 倪陈兵, 等. 激光增材制造钛合金微观组织和力学性能研究进展[J]. 表面技术, 2024, 53(1):15-32.
|
|
|
|
| [22] |
|
| [23] |
|
| [24] |
杨立军, 燕珂, 邓亚辉, 等. 激光选区熔化TC4钛合金工艺参数对成形件表面质量的影响[J]. 应用激光, 2022, 42(5):43-50.
|
|
|
|
| [25] |
刘畅, 马行驰, 马海彬. 工艺参数对SLM成型316L不锈钢致密度的影响及缺陷表现方式[J]. 热加工工艺, 2021, 50(12):44-49.
|
|
|
| [1] | LI Qingsong, WANG Lei, ZHAO Ning, ZHANG Xiaotian, ZHANG Lei, WANG Kehong. Finite Element Simulation Analysis and Experimental Study of Arc Additive Frame Structure [J]. Acta Armamentarii, 2025, 46(7): 240629-. |
| [2] | GUO Yiming, ZHANG Wanyuan, SONG Shida, ZHANG Xiaoyong, HE Fei, WANG Kehong. A Process Planning Method for Wire Arc Hybrid Additive-subtractive Manufacturing Considering Weld Bead Sagging Phenomenon [J]. Acta Armamentarii, 2025, 46(7): 240564-. |
| [3] | GAO Pengfei, FAN Jikang, ZHANG Jian, YANG Dongqing, ZHANG Xiaoyong, WANG Kehong. The Influence of Interlayer Temperature on Microstructure and Properties of High Nitrogen Steel Fabricated by Arc Additive Manufacturing [J]. Acta Armamentarii, 2025, 46(4): 240035-. |
| [4] | MA Li, FAN Jikang, ZHANG Jian, CONG Baoqiang, YANG Dongqing, PENG Yong, WANG Kehong. Effect of Ultrasonic Frequency Pulse Current Superposition on the Microstructure and Properties of GMA Additive Manufactured High Nitrogen Steel [J]. Acta Armamentarii, 2025, 46(1): 231097-. |
| [5] | GU Jingyi, LI Yue, YANG Changsheng. An Analytical Study of the Application of Additive Manufacturing Technology in US Navy Equipment Maintenance Support [J]. Acta Armamentarii, 2024, 45(S2): 73-80. |
| [6] | JIA Changzhi, SHEN Xiaolong, CHENG Yangyang, YI Yali, WU Menglei, JIN Herong. Emergency Configuration Design of Breechblock Firing Mechanism Based on Selective Laser Melting Technology [J]. Acta Armamentarii, 2024, 45(9): 3044-3055. |
| [7] | XUE Hao, WANG Tao, HUANG Guangyan, CUI Xinyu, HAN Hongwei. Ballistic Performance of Additively Manufactured 316L Stainless Steel Spherical Fragments [J]. Acta Armamentarii, 2024, 45(2): 395-406. |
| [8] | ZHOU Jinyu, WANG Xinyuan, CHENG Jinxiang, WANG Lin. Reliability-based Optimization of Selective Laser Melting Process Parameters for Co-Cr Alloy [J]. Acta Armamentarii, 2024, 45(12): 4530-4538. |
| [9] | MA Li, FAN Jikang, CONG Baoqiang, YANG Dongqing, PENG Yong, WANG Kehong. Droplet Transfer Characteristics of High Nitrogen Steel in Ultrasonic Frequency Pulsed GMA Additive Manufacturing [J]. Acta Armamentarii, 2024, 45(10): 3686-3695. |
| [10] | YUAN Jing, LIN Xiangyang, PENG Yang, TAN Cheng. Design and Synthesis of Light-Curable Energetic Binders [J]. Acta Armamentarii, 2023, 44(7): 2023-2032. |
| [11] | QIAO Yang, ZHAO Zhicheng, XIE Jing, CHEN Pengwan. In-plane Compressive Mechanical Behavior of SLM Titanium Alloy Honeycomb Structure [J]. Acta Armamentarii, 2023, 44(3): 629-637. |
| [12] | DU Kai, JIAO Li, YAN Pei, YU Jianhang, WANG Yubin, QIU Tianyang, WANG Xibin. Study of the Hard Turning Processability of Hardened Ultra-high Strength Steel 45CrNiMoVA [J]. Acta Armamentarii, 2023, 44(3): 773-782. |
| [13] | LI Zhonghua, CHEN Yanlei, LIU Bin, KUAI Zezhou, LU Shengyu, SHI Jingshuai. Interfacial Microstructure and Mechanical Properties of Steel-copper Heterostructure Prepared by Selective Laser Melting [J]. Acta Armamentarii, 2023, 44(2): 605-614. |
| [14] | WANG Yu, BAI Shule, WANG Ziqi, LIU Bin, FENG Li, ZHAO Wenjuan, HAO Junhui. Design of Layered Metal Embedded Stress Sensing Structure and Testing of Microstructure and Properties in Ultrasonic Additive Manufacturing [J]. Acta Armamentarii, 2023, 44(12): 3783-3792. |
| [15] | ZHAO Jian, WANG Bing, LIU Zhan-qiang. The Investigation into Burnishing ForceBurnishing Depth and Surface Morphology in Rotary Ultrasonic Burnishing [J]. Acta Armamentarii, 2016, 37(4): 696-704. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||