
主管单位:中国科学技术协会
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
主办单位:中国兵工学会
ISSN 1000-1093 CN 11-2176/TJ
兵工学报 ›› 2025, Vol. 46 ›› Issue (S1): 250707-.doi: 10.12382/bgxb.2025.0707
吕斯宁1, 柴怡琛1, 冯恒振1,*( ), 娄文忠1,**(), 李诗怡1, 肖川1,2, 任杰2
), 娄文忠1,**(), 李诗怡1, 肖川1,2, 任杰2
收稿日期:2025-08-01
上线日期:2025-11-06
通讯作者:
基金资助:
LÜ Sining1, CHAI Yichen1, FENG Hengzhen1,*(), LOU Wenzhong1,**(), LI Shiyi1, XIAO Chuan1,2, REN Jie2
Received:2025-08-01
Online:2025-11-06
摘要:
金属增材制造技术已成为快速成型精密制造特种高动态(高过载、高应变率)微机电(Micro Electromechanical System,MEMS)异构复杂零件的重要手段。以选择性激光熔化(Selective Laser Melting,SLM)为技术手段,针对特种MEMS零件在增材制造过程中会出现的致密度差、表面形貌难以控制等微观力学缺陷问题,开展引信高动态MEMS零件增材内填充与外表面形貌协同优化试验研究。以内填充效果和外表面形貌为主要切入点,采用正交试验和单因素控制变量试验方法,开展了两轮SLM多参数工艺的试验制备并进行极差和方差分析,得到了“致密度主要受熔池形成阶段的能量输入控制,而粗糙度更多取决于熔池凝固阶段的动力学行为”的结论,并分析了影响致密度与表面粗糙度的工艺参数排序,得到协同最优工艺参数:激光功率130W,扫描速度700mm/s,扫激光直径0.045mm,扫描间距0.06mm。基于结果参数开展了MEMS零件加工和性能测试,测试得到致密度可以达到99.19%,同时表面粗糙度可以达到5.45μm;抗拉强度达到435MPa。结果满足引信高动态环境使用要求,可为后续同类型薄壁类MEMS零件的加工提供参数依据,提升设计迭代优化效率。
吕斯宁, 柴怡琛, 冯恒振, 娄文忠, 李诗怡, 肖川, 任杰. 引信高动态MEMS零件增材内填充与外表面形貌协同优化试验[J]. 兵工学报, 2025, 46(S1): 250707-.
LÜ Sining, CHAI Yichen, FENG Hengzhen, LOU Wenzhong, LI Shiyi, XIAO Chuan, REN Jie. Experimental Research on Collaborative Optimization of Additive Internal Filling and External Surface Morphology of High-dynamic MEMS Components for Fuze[J]. Acta Armamentarii, 2025, 46(S1): 250707-.

图1 SLM作用原理与典型MEMS
Fig.1 The principle of SLM and the practical application of typical MEMS components in real-world environments
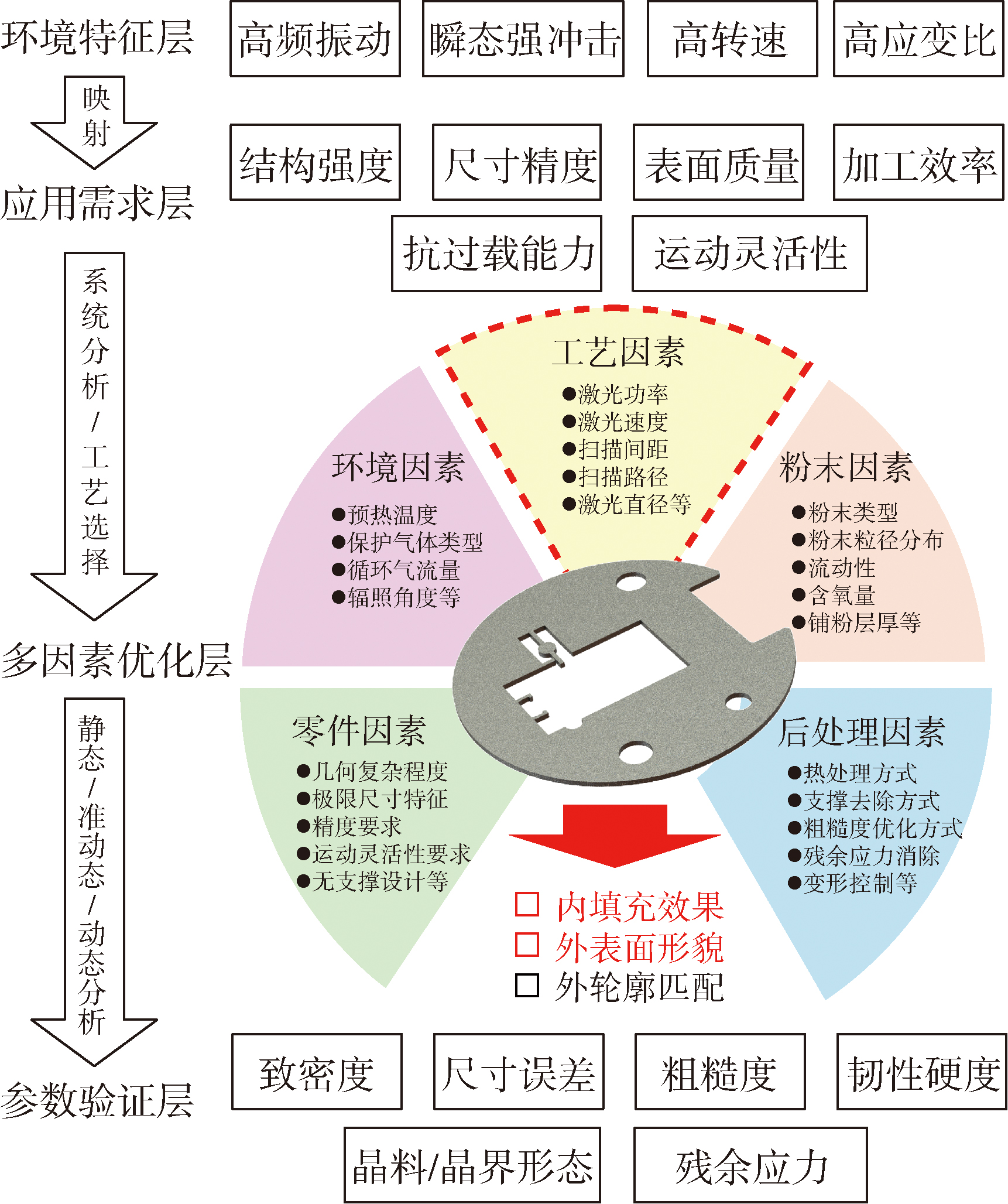
图2 MEMS零件加工影响多因素系统分析
Fig.2 Systematic analysis of multiple factors affecting MEMS component processing
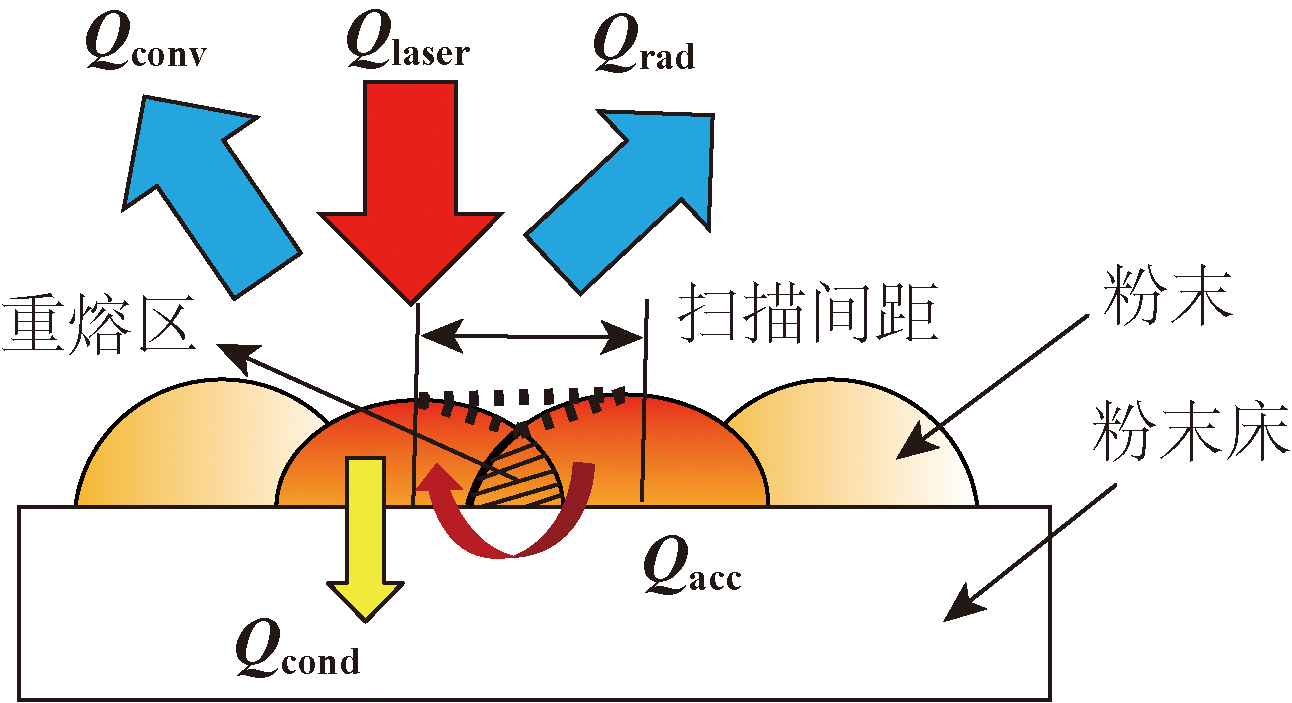
图3 SLM过程的能量转化模型
Fig.3 Energy conversion model in the SLM process
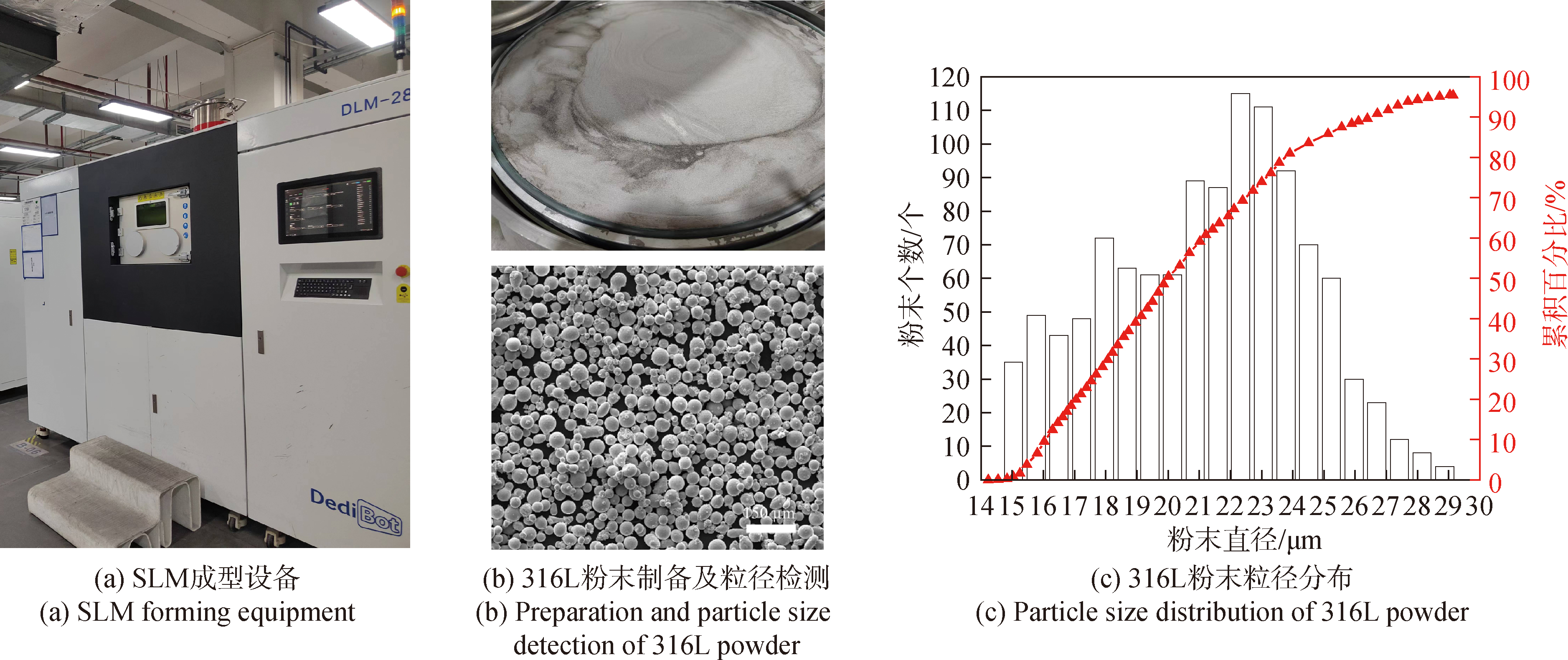
图4 试验设备选取及材料制备
Fig.4 Selection of experimental equipment and material preparation
| 序号 | 参数 | 参数值 |
|---|---|---|
| 1 | 设备型号 | DLM-280 |
| 2 | 激光模式 | IPG光纤激光 |
| 3 | 光路控制方式 | 动态变焦+振镜 |
| 4 | 保护气体 | 氮气 |
| 5 | 送粉方式 | 上送粉+双向铺粉(硅胶刮条) |
| 6 | 平台加热 | 预热至200℃ |
| 7 | 最小激光直径 | 45μm |
| 8 | 最小层厚 | 20μm |
| 9 | 平台成型尺寸 | 280mm×280mm×300mm |
| 10 | 大气压 | 101kPa |
| 11 | 环境温度 | 23.3℃ |
| 12 | 环境湿度 | 53% |
| 13 | 冷却液 | 蒸馏水 |
表1 SLM主要设置参数
Table 1 Main setting parameters of SLM
| 序号 | 参数 | 参数值 |
|---|---|---|
| 1 | 设备型号 | DLM-280 |
| 2 | 激光模式 | IPG光纤激光 |
| 3 | 光路控制方式 | 动态变焦+振镜 |
| 4 | 保护气体 | 氮气 |
| 5 | 送粉方式 | 上送粉+双向铺粉(硅胶刮条) |
| 6 | 平台加热 | 预热至200℃ |
| 7 | 最小激光直径 | 45μm |
| 8 | 最小层厚 | 20μm |
| 9 | 平台成型尺寸 | 280mm×280mm×300mm |
| 10 | 大气压 | 101kPa |
| 11 | 环境温度 | 23.3℃ |
| 12 | 环境湿度 | 53% |
| 13 | 冷却液 | 蒸馏水 |
| 合金 元素 | Fe | Cr | Ni | Mo | Mn | Si | P | S | C | O | 其他 元素 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 不大 于/ (wt%) | 余量 | 16.88 | 10.64 | 2.34 | 0.47 | 0.28 | 0.015 | 0.002 | 0.013 | 0.025 | — |
表2 316L材料化学元素统计
Table 2 Statistics of chemical elements in 316L material
| 合金 元素 | Fe | Cr | Ni | Mo | Mn | Si | P | S | C | O | 其他 元素 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 不大 于/ (wt%) | 余量 | 16.88 | 10.64 | 2.34 | 0.47 | 0.28 | 0.015 | 0.002 | 0.013 | 0.025 | — |
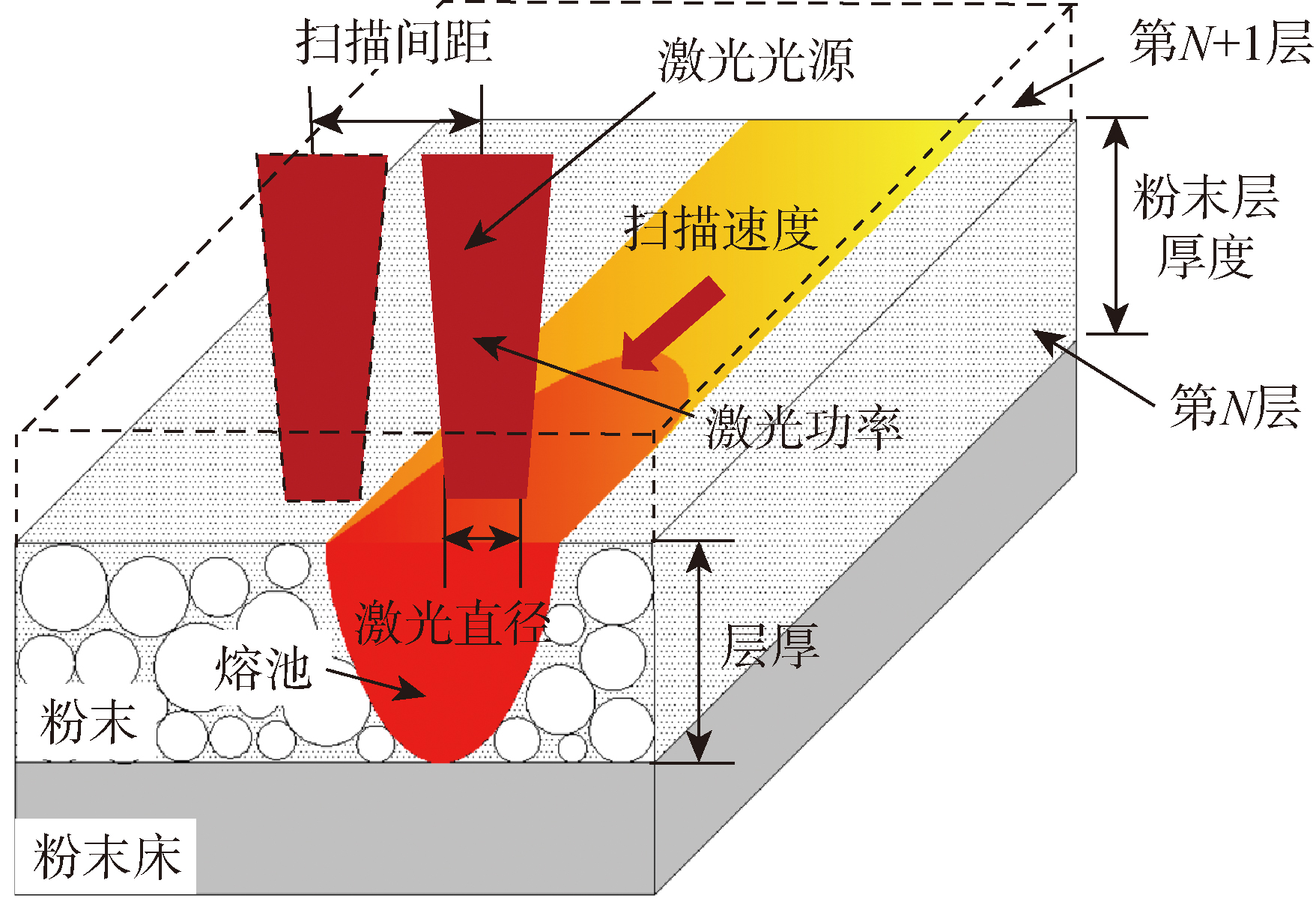
图5 多激光参数变量对SLM加工效果的影响模型
Fig.5 Model of influence of multiple laser parameter variables on SLM processing effect
| 激光功率 P/W | 扫描速度V/ (mm·sec-1) | 激光直径D/ mm | 扫描间距H/ mm |
|---|---|---|---|
| 50 | 300 | 0.045 | 0.04 |
| 70 | 400 | 0.055 | 0.05 |
| 90 | 500 | 0.065 | 0.06 |
| 110 | 600 | 0.075 | 0.07 |
| 130 | 700 | 0.085 | 0.08 |
表3 SLM四因素五水平参数表正交表
Table 3 Orthogonal table of SLM four-factor five-level parameter table
| 激光功率 P/W | 扫描速度V/ (mm·sec-1) | 激光直径D/ mm | 扫描间距H/ mm |
|---|---|---|---|
| 50 | 300 | 0.045 | 0.04 |
| 70 | 400 | 0.055 | 0.05 |
| 90 | 500 | 0.065 | 0.06 |
| 110 | 600 | 0.075 | 0.07 |
| 130 | 700 | 0.085 | 0.08 |
| 编号 | 激光功率/W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm | 体能量密度/ (J·mm-3) | 致密度/ % | 表面粗糙度/ μm |
|---|---|---|---|---|---|---|---|
| 1 | 50 | 300 | 0.045 | 0.04 | 104.17 | 93.80 | 9.74 |
| 2 | 50 | 400 | 0.055 | 0.05 | 62.50 | 91.14 | 8.74 |
| 3 | 50 | 500 | 0.065 | 0.06 | 41.67 | 89.06 | 14.33 |
| 4 | 50 | 600 | 0.075 | 0.07 | 29.76 | 83.21 | 12.19 |
| 5 | 50 | 700 | 0.085 | 0.08 | 22.32 | 82.18 | 13.49 |
| 6 | 70 | 300 | 0.055 | 0.06 | 97.22 | 94.69 | 6.74 |
| 7 | 70 | 400 | 0.065 | 0.07 | 62.50 | 91.27 | 5.43 |
| 8 | 70 | 500 | 0.075 | 0.08 | 43.75 | 87.74 | 10.16 |
| 9 | 70 | 600 | 0.085 | 0.04 | 72.92 | 84.40 | 11.81 |
| 10 | 70 | 700 | 0.045 | 0.05 | 50.00 | 92.09 | 12.61 |
| 11 | 90 | 300 | 0.065 | 0.08 | 93.75 | 90.42 | 4.58 |
| 12 | 90 | 400 | 0.075 | 0.04 | 140.63 | 90.06 | 5.77 |
| 13 | 90 | 500 | 0.085 | 0.05 | 90.00 | 86.57 | 9.56 |
| 14 | 90 | 600 | 0.045 | 0.06 | 62.50 | 97.78 | 10.40 |
| 15 | 90 | 700 | 0.055 | 0.07 | 45.92 | 94.55 | 8.33 |
| 16 | 110 | 300 | 0.075 | 0.05 | 183.33 | 89.98 | 5.29 |
| 17 | 110 | 400 | 0.085 | 0.06 | 114.58 | 88.83 | 7.19 |
| 18 | 110 | 500 | 0.045 | 0.07 | 78.57 | 98.12 | 12.03 |
| 19 | 110 | 600 | 0.055 | 0.08 | 57.29 | 99.48 | 7.32 |
| 20 | 110 | 700 | 0.065 | 0.04 | 98.21 | 92.73 | 8.22 |
| 21 | 130 | 300 | 0.085 | 0.07 | 154.76 | 93.81 | 5.99 |
| 22 | 130 | 400 | 0.045 | 0.08 | 101.56 | 97.61 | 5.38 |
| 23 | 130 | 500 | 0.055 | 0.04 | 162.50 | 95.32 | 7.95 |
| 24 | 130 | 600 | 0.065 | 0.05 | 108.33 | 96.60 | 9.09 |
| 25 | 130 | 700 | 0.075 | 0.06 | 77.38 | 99.11 | 10.77 |
表4 SLM正交实验打印参数表
Table 4 SLM orthogonal experimental printing parameter table
| 编号 | 激光功率/W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm | 体能量密度/ (J·mm-3) | 致密度/ % | 表面粗糙度/ μm |
|---|---|---|---|---|---|---|---|
| 1 | 50 | 300 | 0.045 | 0.04 | 104.17 | 93.80 | 9.74 |
| 2 | 50 | 400 | 0.055 | 0.05 | 62.50 | 91.14 | 8.74 |
| 3 | 50 | 500 | 0.065 | 0.06 | 41.67 | 89.06 | 14.33 |
| 4 | 50 | 600 | 0.075 | 0.07 | 29.76 | 83.21 | 12.19 |
| 5 | 50 | 700 | 0.085 | 0.08 | 22.32 | 82.18 | 13.49 |
| 6 | 70 | 300 | 0.055 | 0.06 | 97.22 | 94.69 | 6.74 |
| 7 | 70 | 400 | 0.065 | 0.07 | 62.50 | 91.27 | 5.43 |
| 8 | 70 | 500 | 0.075 | 0.08 | 43.75 | 87.74 | 10.16 |
| 9 | 70 | 600 | 0.085 | 0.04 | 72.92 | 84.40 | 11.81 |
| 10 | 70 | 700 | 0.045 | 0.05 | 50.00 | 92.09 | 12.61 |
| 11 | 90 | 300 | 0.065 | 0.08 | 93.75 | 90.42 | 4.58 |
| 12 | 90 | 400 | 0.075 | 0.04 | 140.63 | 90.06 | 5.77 |
| 13 | 90 | 500 | 0.085 | 0.05 | 90.00 | 86.57 | 9.56 |
| 14 | 90 | 600 | 0.045 | 0.06 | 62.50 | 97.78 | 10.40 |
| 15 | 90 | 700 | 0.055 | 0.07 | 45.92 | 94.55 | 8.33 |
| 16 | 110 | 300 | 0.075 | 0.05 | 183.33 | 89.98 | 5.29 |
| 17 | 110 | 400 | 0.085 | 0.06 | 114.58 | 88.83 | 7.19 |
| 18 | 110 | 500 | 0.045 | 0.07 | 78.57 | 98.12 | 12.03 |
| 19 | 110 | 600 | 0.055 | 0.08 | 57.29 | 99.48 | 7.32 |
| 20 | 110 | 700 | 0.065 | 0.04 | 98.21 | 92.73 | 8.22 |
| 21 | 130 | 300 | 0.085 | 0.07 | 154.76 | 93.81 | 5.99 |
| 22 | 130 | 400 | 0.045 | 0.08 | 101.56 | 97.61 | 5.38 |
| 23 | 130 | 500 | 0.055 | 0.04 | 162.50 | 95.32 | 7.95 |
| 24 | 130 | 600 | 0.065 | 0.05 | 108.33 | 96.60 | 9.09 |
| 25 | 130 | 700 | 0.075 | 0.06 | 77.38 | 99.11 | 10.77 |
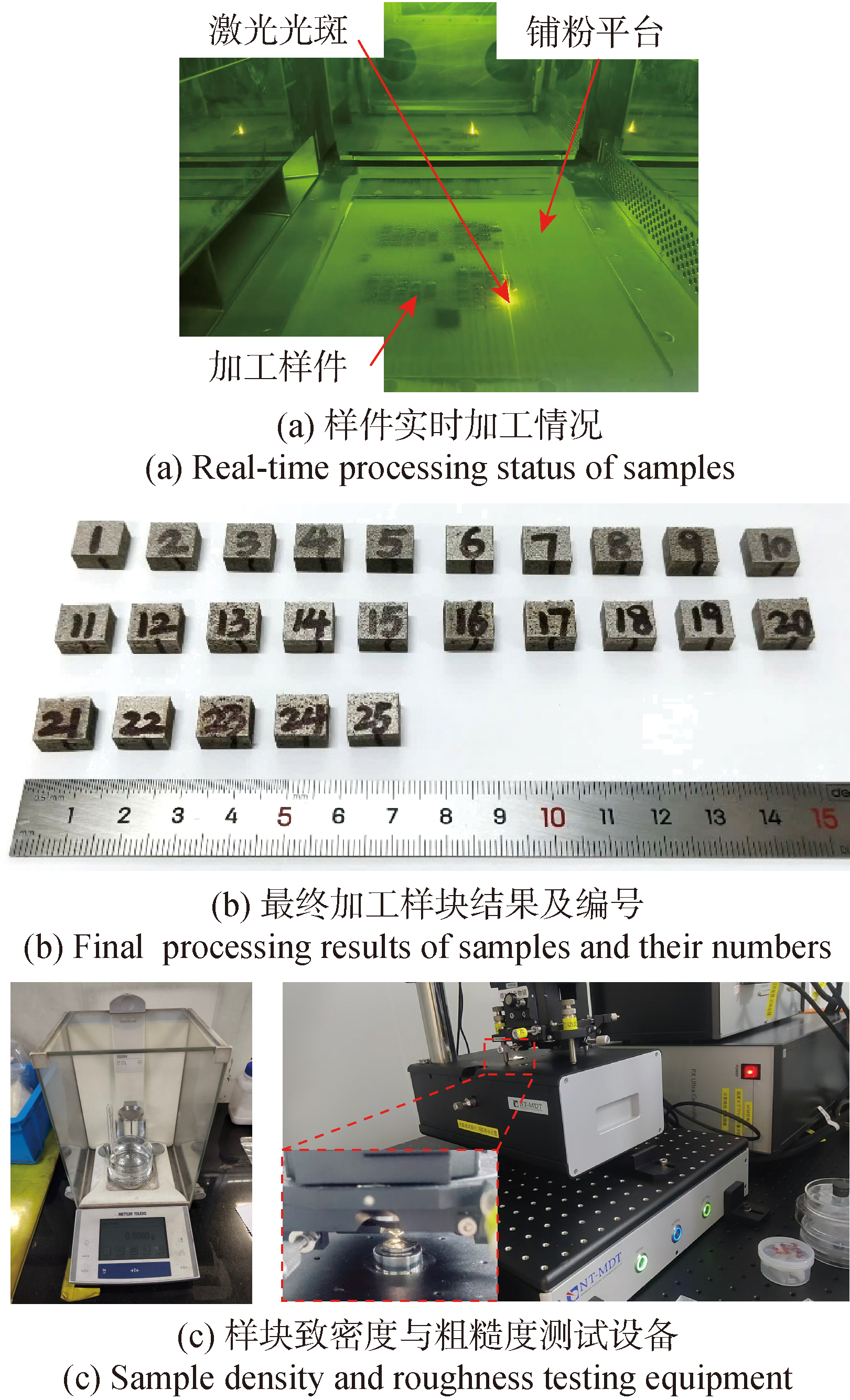
图6 样块加工情况及测试
Fig.6 Sample processing and testing
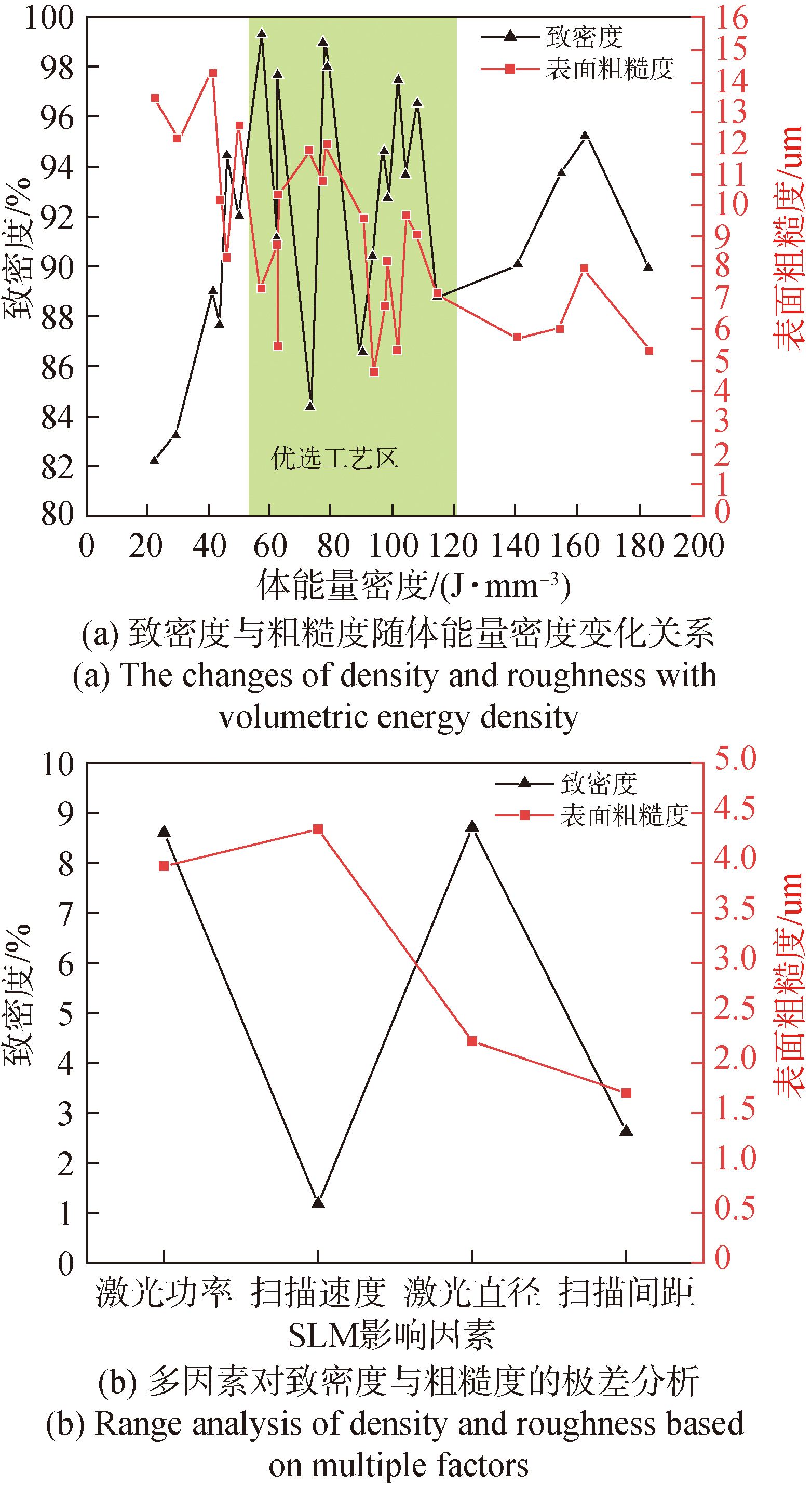
图7 SLM多工艺参数体能量密度与极差分析
Fig.7 Analysis of volumetric energy density and range of SLM multi process parameters
| 类型 | 激光功率/ W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm |
|---|---|---|---|---|
| k1 | 87.878 | 92.54 | 95.874 | 91.262 |
| k2 | 90.038 | 91.782 | 95.036 | 91.276 |
| k3 | 91.87 | 91.362 | 92.016 | 93.888 |
| k4 | 93.828 | 92.288 | 90.02 | 92.192 |
| k5 | 96.49 | 92.132 | 87.158 | 91.486 |
| 极差 | 8.612 | 1.178 | 8.716 | 2.626 |
表5 致密度极差分析
Table 5 Analysis of density range
| 类型 | 激光功率/ W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm |
|---|---|---|---|---|
| k1 | 87.878 | 92.54 | 95.874 | 91.262 |
| k2 | 90.038 | 91.782 | 95.036 | 91.276 |
| k3 | 91.87 | 91.362 | 92.016 | 93.888 |
| k4 | 93.828 | 92.288 | 90.02 | 92.192 |
| k5 | 96.49 | 92.132 | 87.158 | 91.486 |
| 极差 | 8.612 | 1.178 | 8.716 | 2.626 |
| 类型 | 激光功率/ W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm |
|---|---|---|---|---|
| k1 | 11.698 | 6.468 | 10.032 | 8.698 |
| k2 | 9.35 | 6.502 | 7.816 | 9.058 |
| k3 | 7.728 | 10.806 | 8.33 | 9.886 |
| k4 | 8.01 | 10.162 | 8.836 | 8.794 |
| k5 | 7.836 | 10.684 | 9.608 | 8.186 |
| 极差 | 3.97 | 4.338 | 2.216 | 1.7 |
表6 表面粗糙度极差分析
Table 6 Analysis of surface roughness range
| 类型 | 激光功率/ W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm |
|---|---|---|---|---|
| k1 | 11.698 | 6.468 | 10.032 | 8.698 |
| k2 | 9.35 | 6.502 | 7.816 | 9.058 |
| k3 | 7.728 | 10.806 | 8.33 | 9.886 |
| k4 | 8.01 | 10.162 | 8.836 | 8.794 |
| k5 | 7.836 | 10.684 | 9.608 | 8.186 |
| 极差 | 3.97 | 4.338 | 2.216 | 1.7 |

图8 SLM多工艺参数效应曲线及方差分析
Fig.8 SLM multi-process parameter effect curve and variance analysis
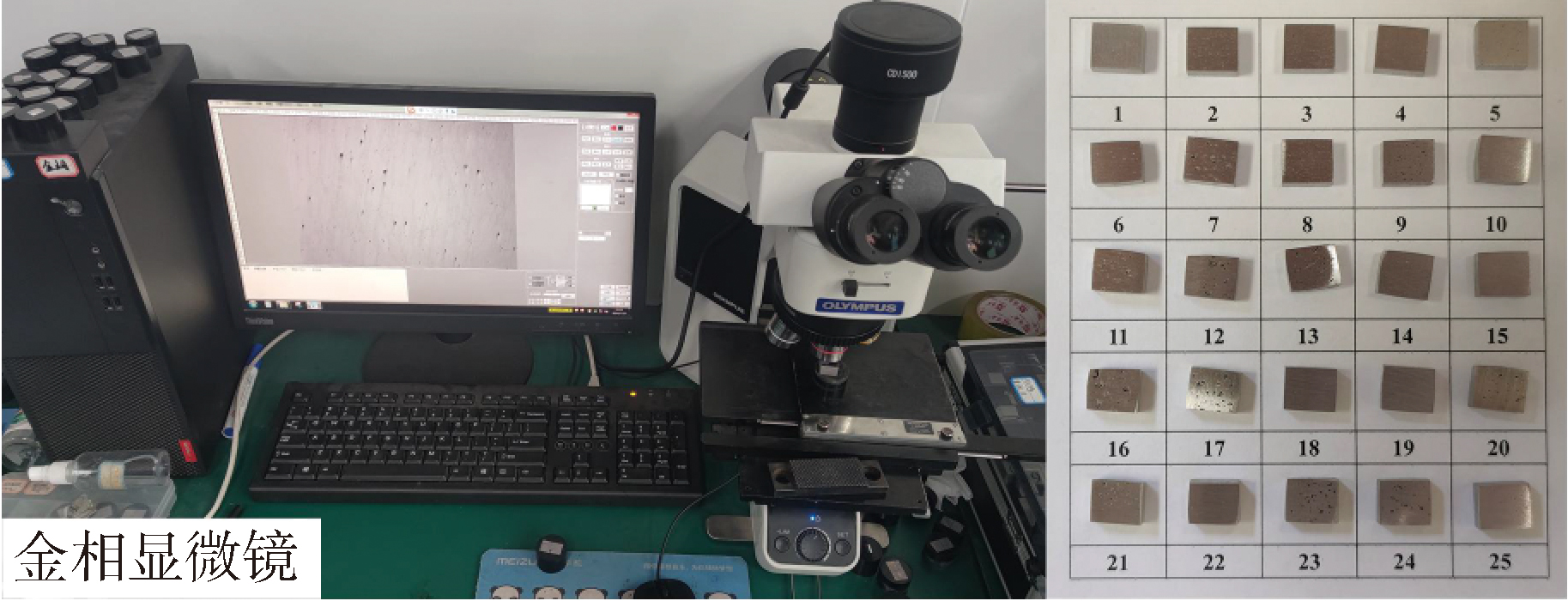
图9 样块金相观察及表面预处理
Fig.9 Metallographic observation and surface pretreatment of sample

图10 多激光参数变量对SLM加工效果的影响试验结果
Fig.10 Experimental results on the influence of multiple laser parameter variables on SLM processing effect
| 编号 | 激光功率/ W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm | 体能量密度/ (J·mm-3) | 致密度/ % | 表面粗糙度/ μm |
|---|---|---|---|---|---|---|---|
| 1 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 2 | 110 | 700 | 0.075 | 0.06 | 65.48 | 98.52 | 11.74 |
| 3 | 90 | 700 | 0.075 | 0.06 | 53.57 | 98.05 | 10.26 |
| 4 | 70 | 700 | 0.075 | 0.06 | 41.67 | 94.71 | 12.44 |
| 5 | 50 | 700 | 0.075 | 0.06 | 29.76 | 91.90 | 11.99 |
| 6 | 130 | 500 | 0.075 | 0.06 | 108.33 | 95.34 | 13.15 |
| 7 | 130 | 600 | 0.075 | 0.06 | 90.28 | 97.68 | 14.02 |
| 8 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 9 | 130 | 800 | 0.075 | 0.06 | 67.71 | 99.63 | 10.35 |
| 10 | 130 | 900 | 0.075 | 0.06 | 60.19 | 99.70 | 7.19 |
| 11 | 130 | 700 | 0.075 | 0.08 | 58.04 | 99.86 | 10.43 |
| 12 | 130 | 700 | 0.075 | 0.07 | 66.33 | 99.51 | 10.68 |
| 13 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 14 | 130 | 700 | 0.075 | 0.05 | 92.86 | 97.98 | 15.22 |
| 15 | 130 | 700 | 0.075 | 0.04 | 116.07 | 95.72 | 20.08 |
| 16 | 130 | 700 | 0.045 | 0.06 | 77.38 | 99.19 | 5.45 |
| 17 | 130 | 700 | 0.055 | 0.06 | 77.38 | 99.06 | 7.30 |
| 18 | 130 | 700 | 0.065 | 0.06 | 77.38 | 99.03 | 10.16 |
| 19 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 20 | 130 | 700 | 0.085 | 0.06 | 77.38 | 99.56 | 10.80 |
表7 SLM单因素优化实验打印参数表
Table 7 SLM orthogonal experimental printing parameter table
| 编号 | 激光功率/ W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm | 体能量密度/ (J·mm-3) | 致密度/ % | 表面粗糙度/ μm |
|---|---|---|---|---|---|---|---|
| 1 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 2 | 110 | 700 | 0.075 | 0.06 | 65.48 | 98.52 | 11.74 |
| 3 | 90 | 700 | 0.075 | 0.06 | 53.57 | 98.05 | 10.26 |
| 4 | 70 | 700 | 0.075 | 0.06 | 41.67 | 94.71 | 12.44 |
| 5 | 50 | 700 | 0.075 | 0.06 | 29.76 | 91.90 | 11.99 |
| 6 | 130 | 500 | 0.075 | 0.06 | 108.33 | 95.34 | 13.15 |
| 7 | 130 | 600 | 0.075 | 0.06 | 90.28 | 97.68 | 14.02 |
| 8 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 9 | 130 | 800 | 0.075 | 0.06 | 67.71 | 99.63 | 10.35 |
| 10 | 130 | 900 | 0.075 | 0.06 | 60.19 | 99.70 | 7.19 |
| 11 | 130 | 700 | 0.075 | 0.08 | 58.04 | 99.86 | 10.43 |
| 12 | 130 | 700 | 0.075 | 0.07 | 66.33 | 99.51 | 10.68 |
| 13 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 14 | 130 | 700 | 0.075 | 0.05 | 92.86 | 97.98 | 15.22 |
| 15 | 130 | 700 | 0.075 | 0.04 | 116.07 | 95.72 | 20.08 |
| 16 | 130 | 700 | 0.045 | 0.06 | 77.38 | 99.19 | 5.45 |
| 17 | 130 | 700 | 0.055 | 0.06 | 77.38 | 99.06 | 7.30 |
| 18 | 130 | 700 | 0.065 | 0.06 | 77.38 | 99.03 | 10.16 |
| 19 | 130 | 700 | 0.075 | 0.06 | 77.38 | 98.82 | 10.77 |
| 20 | 130 | 700 | 0.085 | 0.06 | 77.38 | 99.56 | 10.80 |

图11 SLM单因素优化试验结果
Fig.11 SLM single factor optimization test results
| 类型 | 激光功率/W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm | 体能量密度/ (J·mm-3) | |
|---|---|---|---|---|---|---|
| 优选工艺参数 | 致密度主导 | 130 | 300 | 0.045 | 0.06 | 180.56 |
| 粗糙度主导 | 90 | 300 | 0.055 | 0.08 | 93.75 | |
| 协同优选 | 130 | 700 | 0.045 | 0.06 | 77.38 | |
表8 优选工艺参数
Table 8 Preferred laser parameters
| 类型 | 激光功率/W | 扫描速度/ (mm·sec-1) | 激光直径/ mm | 扫描间距/ mm | 体能量密度/ (J·mm-3) | |
|---|---|---|---|---|---|---|
| 优选工艺参数 | 致密度主导 | 130 | 300 | 0.045 | 0.06 | 180.56 |
| 粗糙度主导 | 90 | 300 | 0.055 | 0.08 | 93.75 | |
| 协同优选 | 130 | 700 | 0.045 | 0.06 | 77.38 | |

图12 MEMS零件加工及性能测试
Fig.12 MEMS component processing and performance testing
| [1] |
杨庭琪. 现役小口径炮弹触发引信综合性能研究[D]. 太原: 中北大学, 2024.
|
|
|
|
| [2] |
李叔洋, 牛菁霖, 霍鹏飞, 等. 小口径枪榴弹尾舵滚转角变结构控制方法[J]. 探测与控制学报, 2024, 46(2):27-32.
|
|
|
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
胡勇, 杨小康, 康文江, 等. 不同粒径粉末搭配对激光选区熔化IN738合金成形件表面粗糙度及内部缺陷的影响[J]. 激光与光电子学进展, 2021, 58(1):210-218.
|
|
|
|
| [11] |
|
| [12] |
李强, 刘送永, 王庆阳. 选择性激光熔化成形(SLM)增材制造重熔次数对316L构件表面粗糙度及磨损性能的影响[J]. 中国表面工程, 2024, 37(2):170-181.
doi: 10.11933/j.issn.1007-9289.20230616001 |
|
doi: 10.11933/j.issn.1007-9289.20230616001 |
|
| [13] |
孙小峰, 黄洁, 荣婷, 等. Ti-6Al-4V合金激光选区熔化及热处理性能影响研究[J]. 金属加工(热加工), 2021,(8):1-6.
|
|
|
|
| [14] |
|
| [15] |
杨立军, 燕珂, 邓亚辉, 等. 激光选区熔化TC4钛合金工艺参数对成形件表面质量的影响[J]. 应用激光, 2022, 42(5):43-50.
|
|
|
|
| [16] |
|
| [17] |
时云, 王联凤, 杜洋, 等. AlSi10Mg铝合金选区激光熔化成形缺陷控制和表面质量优化[J]. 应用激光, 2023, 43(3):19-25.
|
|
|
|
| [18] |
吕海卿, 李明川, 马瑞, 等. SLM工艺参数对表面成形质量的影响规律[J]. 焊接学报, 2024, 45(6):20-29.
|
|
|
|
| [19] |
张冬云, 曹玄扬, 李丛洋. SLM制造金属微小结构件的可行性研究[J]. 电加工与模具, 2016(3):42-46.
|
|
|
|
| [20] |
|
| [21] |
竺俊杰, 王优强, 倪陈兵, 等. 激光增材制造钛合金微观组织和力学性能研究进展[J]. 表面技术, 2024, 53(1):15-32.
|
|
|
|
| [22] |
|
| [23] |
|
| [24] |
杨立军, 燕珂, 邓亚辉, 等. 激光选区熔化TC4钛合金工艺参数对成形件表面质量的影响[J]. 应用激光, 2022, 42(5):43-50.
|
|
|
|
| [25] |
刘畅, 马行驰, 马海彬. 工艺参数对SLM成型316L不锈钢致密度的影响及缺陷表现方式[J]. 热加工工艺, 2021, 50(12):44-49.
|
|
|
| [1] | 郭一鸣, 张万元, 宋世达, 章晓勇, 何非, 王克鸿. 考虑焊道下塌现象的电弧增减材复合制造工序规划方法[J]. 兵工学报, 2025, 46(7): 240564-. |
| [2] | 马立, 范霁康, 张建, 从保强, 杨东青, 彭勇, 王克鸿. 超音频脉冲电流叠加对高氮钢GMA增材制造组织性能的影响[J]. 兵工学报, 2025, 46(1): 231097-. |
| [3] | 顾景轶, 李樾, 杨长胜. 增材制造技术在美海军装备维修保障方面的应用分析研究[J]. 兵工学报, 2024, 45(S2): 73-80. |
| [4] | 薛浩, 王涛, 黄广炎, 崔欣雨, 韩洪伟. 增材制造316L不锈钢球形破片的弹道性能[J]. 兵工学报, 2024, 45(2): 395-406. |
| [5] | 周金宇, 王新愿, 程锦翔, 王林. 钴铬合金选区激光熔化工艺参数可靠性优化[J]. 兵工学报, 2024, 45(12): 4530-4538. |
| [6] | 马立, 范霁康, 从保强, 杨东青, 彭勇, 王克鸿. 高氮钢超音频脉冲GMA增材制造熔滴过渡特性[J]. 兵工学报, 2024, 45(10): 3686-3695. |
| [7] | 袁璟, 蔺向阳, 彭洋, 檀成. 光固化含能粘合剂的设计与合成[J]. 兵工学报, 2023, 44(7): 2023-2032. |
| [8] | 刘扬, 秦国华, 吴竹溪, 娄维达, 赖晓春. 基于工件振动和刀具结构的周铣表面形貌分析与预测[J]. 兵工学报, 2023, 44(7): 2132-2146. |
| [9] | 杜凯, 焦黎, 颜培, 余建杭, 王玉彬, 仇天阳, 王西彬. 淬硬超高强度钢45CrNiMoVA硬车削加工性研究[J]. 兵工学报, 2023, 44(3): 773-782. |
| [10] | 李忠华, 陈彦磊, 刘斌, 蒯泽宙, 路声宇, 史京帅. 选区激光熔化复合成形钢铜异质结构界面微观组织与力学性能[J]. 兵工学报, 2023, 44(2): 605-614. |
| [11] | 王宇, 白舒乐, 王子琪, 刘斌, 冯立, 赵文娟, 郝俊辉. 层状金属内嵌应力感知结构设计及超声波增材制造组织性能测试[J]. 兵工学报, 2023, 44(12): 3783-3792. |
| [12] | 王蔚, 沈杰, 刘伟军, 邢飞, 张凯, 李强, 于兴福. 激光清洗中振镜扫描速度对7075铝合金表面质量和摩擦特性的影响[J]. 兵工学报, 2023, 44(10): 2995-3005. |
| [13] | 董永亨, 李淑娟, 张倩, 李鹏阳, 李旗, 贾祯, 李言. 基于铣削系统动力学响应的球头铣刀铣削表面形貌建模[J]. 兵工学报, 2022, 43(8): 1977-1989. |
| [14] | 徐光博, 查冰婷, 郑震, 张合. 小开口级联同步扫描水下激光引信设计与建模[J]. 兵工学报, 2022, 43(12): 3162-3171. |
| [15] | 江禹安, 皮钧, 杨光, 姜涛, 沈志煌. 超声椭圆振动切削轨迹变化对表面形貌的影响[J]. 兵工学报, 2019, 40(10): 2170-2176. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
 京公网安备11010802024360号 京ICP备05059581号-4
京公网安备11010802024360号 京ICP备05059581号-4